


更多相關產品
- LGZN-SZ02L型智能制造數字孿生虛擬仿真實訓室
- LGGY-DS23型大田耕種機器人實訓裝置
- LGGY-DS22型物理除草機器人實訓裝置
- LGGY-DS21型大田作業機器人實訓裝置
- LGGY-DS20型果園噴霧機器人實訓裝置
- LGGY-DS19型果園采摘機器人實訓裝置
- LGGY-DS18型果園應用開發通用平臺實訓裝置
- LGGY-DS17型智能割草機器人實訓裝置
- LGGY-DS16型雙臂復合機器人實訓裝置
- LGGY-DS15型七自由度機械臂實訓裝置
- LGGY-DS14型六自由度機械臂套件實訓裝置
- LGGY-DS13型具身復合機器人創新設計套裝實訓裝置(增強版)
- LGGY-DS12型便攜式ROS導航機器人學習平臺實訓裝置
- LGGY-DS11型基于大模型的智慧零售平臺實訓裝置
- LGGY-DS10型農業智能車實訓裝置
- LGGY-DS09型智能服務機器人實訓裝置
- LGGY-DS08型ROS基礎教學智能車實訓裝置
- LGGY-DS07型視覺語音智能車實訓裝置
- LGGY-DS06型人形機器人實訓裝置
- LGGY-DS05型6足18自由度圓形仿生機器人實訓裝置
- LGGY-DS04型無人駕駛深度學習智能車實訓裝置
- LGGY-DS03型商服機器人-機械臂版及場地實訓裝置
- LGGY-DS02型計算機視覺平臺實訓裝置
- LGGY-DS01型智能汽車及賽道實訓裝置
- LGGY-Z08型智能制造綜合產線
- LGGY-SJ03型機器人視覺分揀螺母工作站實訓系統
- LGGY-WH05型工業機器人維護維修基礎教學工作站
- LGGY-F6A型服務機器人應用技術實訓平臺
- LGGY-K50型工業機器人應用工作站
- LGGY-R04型工業機器人一體化實訓平臺
- LGGY-R02B型智能生產線運行與維護綜合實訓裝置
- LGGY-T03A型智能制造單元系統集成應用平臺
- LGGY-W01A型工業機器人應用工作站
- LGGY-S2型工業機器人與智能視覺系統應用實驗平臺
- LG-MPS02型模塊化柔性自動化生產線實訓系統(八站)
- LGJ-IMS03型工業機器人模塊化智能生產線實訓系統
- LGJ-KY02型智能機器人智能制造綜合實操工作站
- LGJ-QBJ01型工業機器人模擬汽車領金沖壓集成制造實訓系統
- LGJ-CNC02型工業機器人智能生產流水線實訓平臺
- LGJ-ZH03型工業機器人組合式應用實訓裝置
LGGY-R02B型智能生產線運行與維護綜合實訓裝置

一、概述
LGGY-R02B型智能生產線運行與維護綜合實訓裝置是一種最為典型的機電一體化與自動化產品,是為職業院校、職業教育培訓機構而研制的, 裝置適合機電一體化、電氣自動化等相關專業的教學和培訓。裝置在接近工業生產制造現場基礎上又針對教學及實訓目的進行了專門設計的實訓教學設備,強化了自動化生產線的安裝與調試能力。
智能生產線運行與維護綜合實訓裝置由六部分組成,分別為:供料機構、搬運機構、加工與檢測機構、搬運分揀機構、裝配機構、成品分揀機構,完成工件上料、搬運、加工、檢測、輸送、裝配、分揀等功能。裝置涵蓋了自動化類中機電一體化和電氣自動化專業中所涉及的PLC控制、變頻調速、傳感檢測、氣動、步進電機驅動與調速、機械結構安裝與系統調試等內容。通過基于該實訓系統的使用、訓練和培訓,能充分鍛煉操作者團隊協作能力、計劃組織能力、自動線安裝與調試能力、工程實施能力、職業素養、交流溝通能力、效率、成本和安全意識,引導高職院校自動控制類專業教學改革發展方向,促進工學結合人才培養模式改革與創新,培養可持續發展的滿足企業需求的自動化控制高技能人才。
通過工作任務訓練,能充分鍛煉操作者團隊協作能力、自動線拆裝與調試能力、工程實施能力和安全意識。引導職業院校機電及自動化等專業教學改革,滿足電氣自動化控制綜合裝置和自動化技術專業的核心能力訓練要求。
二、技術性能
1、輸入電源:三相五線~380V±10% 50Hz
2、工作環境:溫度-10℃~+40℃ 相對濕度≤85%(25℃) 海拔<4000m
3、裝置容量:<1.5kVA
4、外形尺寸:≥2100mm×800mm×1500mm
5、安全保護:具有漏電壓、漏電流保護,安全符合國家標準
三、系統組成
1、供料站
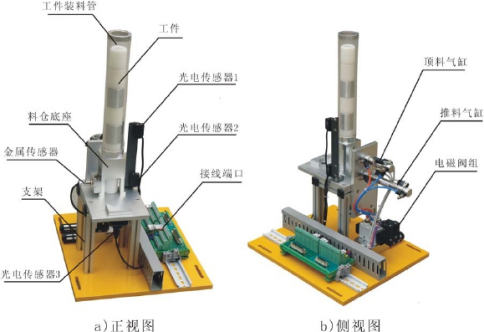
主要由井式工件庫、推料氣缸、物料臺、光電傳感器、磁性開關、電磁閥、支架、機械零部件構成。工作過程描述:系統啟動后,推料氣缸推出,把工件庫中底層的工件推至物料臺上。工件到位傳感器檢測到工件到位后,推料氣缸縮回。搬運機械手伸出并抓取該工件,并將其運送至切削加工站。
2、加工站
主要由主要包括滑動料臺,模擬沖頭和沖床, 磁性開關、電磁閥,帶保護接線端子單元等組成。工作過程描述:把該單元物料臺上的工件送到沖壓機構下面,完成一次沖壓加工動作,然后再送回到物料臺上,待輸送單元的抓取機械手裝置取出。
3、裝配站(三工位)
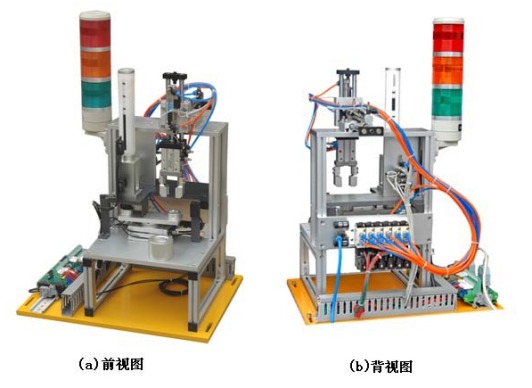
主要由井式供料單元、三工位旋轉工作臺、平面軸承、沖壓裝配單元、光電傳感器、電感傳感器、磁性開關、電磁閥、步進電機及驅動器、支架、機械零部件構成。工作過程描述:該站主要完成大小工件的緊合裝配過程。當搬運站氣動機械手把工件運送到裝配站旋轉工作臺上后,旋轉工作臺順時針旋轉,將工件旋轉到井式供料單元下方,井式供料單元頂料氣缸伸出頂住倒數第二個工件;擋料氣缸縮回,工件庫中底層的工件落到待裝配工件上,擋料氣缸伸出到位,頂料氣缸縮回物料落到工件庫底層,同時旋轉工作臺順時針旋轉,將工件旋轉到沖壓裝配單元下方,沖壓氣缸下壓,完成工件緊合裝配后,氣缸回到原位,旋轉工作臺順時針旋轉到待搬運位置后,搬運站氣動機械手伸出并抓取該工件,并將其運送往物料分揀站。
4、分揀站
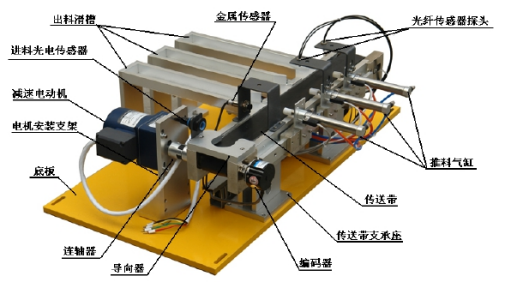
主要由傳送帶、變頻器、三相交流減速電機、旋轉氣缸、磁性開關、電磁閥、調壓過濾器、光電傳感器、光纖傳感器、對射傳感器、支架、機械零部件構成。工作過程描述:該站主要完成對上站傳送至本站的裝配完畢的工件進行分揀。系統入料口光電傳感器檢測到有工件,變頻器啟動并帶動傳送帶運動,將工件送入分揀區,通過旋轉氣缸將白色工件推入1號料槽、黑色工件導入2號料槽,傳輸皮帶停止工作,等待下一個工件,同時計數器記錄工件入庫個數。
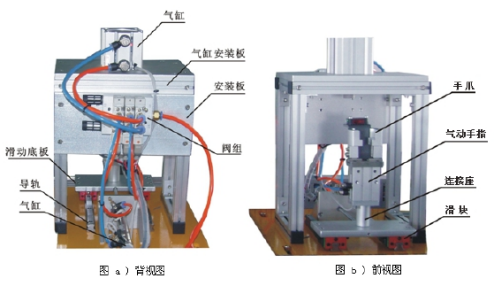
5、搬運站
主要由交流伺服電機及驅動器、直線導軌、四自由度搬運機械手、定位開關、行程開關、支架、機械零部件構成。工作過程描述:該站主要完成向各個工作站輸送工件。系統復位先回原點,當到達原點位置后,系統啟動,井式供料站送料到物料臺后,光電傳感器檢測到有工件時,搬運機械手伸出將工件搬運到切削加工站物料臺上,等加工站加工完畢后,再將工件送到三工位裝配站完成兩種不同工件裝配,最后將兩種工件成品送到分揀站分揀入庫。
四、系統配置清單
|
序號
|
名稱
|
規格
|
數量
|
單位
|
備注
|
|
1
|
工作臺
|
≥1980mm×800mm×800mm
|
1
|
張
|
|
|
2
|
PLC模塊
|
CPU 1214C (AC/DC/RLY)
|
2
|
臺
|
|
|
CPU 1214C (AC/DC/RLY)+1路模擬量輸出模塊
|
1
|
臺
|
|
||
|
CPU 1214C (DC/DC/DC)+8入8出模塊
|
2
|
臺
|
|
||
|
3
|
變頻器模塊
|
功率≥0.37kW
|
1
|
臺
|
|
|
4
|
觸摸屏模塊
|
7032KT 7英寸 TFT真彩,65K色
|
1
|
套
|
|
|
5
|
電源模塊
|
三相電源總開關(帶漏電和短路保護)1個、熔斷器4只、單相三極電源插座4個、DC24 5A電源
|
1
|
塊
|
|
|
6
|
控制單元模塊
|
配備有DC24V指示燈:黃色(L1)、綠色(L2)、紅色(L3)各一只。主令器件:綠色常開按鈕SB1一只,紅色常開按鈕SB2一只,黃色常開按鈕SB3一只,選擇開關SA(一對轉換觸點),急停按鈕QS(一個常閉觸點)。
|
1
|
塊
|
|
|
7
|
供料機構
|
主要由井式工件庫、推料氣缸、物料臺、光電傳感器、磁性開關、電磁閥、支架、機械零部件構成。
|
1
|
套
|
|
|
8
|
加工機構
|
主要由物料臺、物料夾緊裝置、龍門式二維運動裝置、主軸電機、刀具以及相應的傳感器、磁性開關、電磁閥、步進電機及驅動器、主軸電機、滾珠絲桿副、支架、機械零部件構成。
|
1
|
套
|
|
|
9
|
裝配機構
|
主要由:井式供料單元、三工位旋轉工作臺、平面軸承、沖壓裝配單元、光電傳感器、電感傳感器、磁性開關、電磁閥、步進電機及驅動器、支架、機械零部件構成。
|
1
|
套
|
|
|
10
|
分揀機構
|
主要由:傳送帶、變頻器、三相交流減速電機、旋轉氣缸、磁性開關、電磁閥、調壓過濾器、光電傳感器、光纖傳感器、對射傳感器、計數器、支架、機械零部件構成。
|
1
|
套
|
|
|
11
|
搬運機構
|
主要由:交流伺服電機及驅動器、直線導軌、四自由度搬運機械手、定位開關、行程開關、支架、機械零部件構成。
|
1
|
套
|
|
|
12
|
工 件
|
含大小黑白工件
|
1
|
套
|
|
|
13
|
電源線
|
單相三芯電源線
|
4
|
根
|
|
|
14
|
實訓導線
|
強電、弱電連接導線
|
1
|
套
|
|
|
15
|
PU氣管
|
Ф4/Ф6若干
|
1
|
套
|
|
|
16
|
氣動接頭
|
氣動快插式三通接頭EPE6
|
5
|
只
|
|
|
17
|
PLC編程電纜
|
網線
|
2
|
根
|
|
|
18
|
配套U盤
|
包含PLC編程軟件、使用手冊、程序等
|
1
|
套
|
|
|
19
|
配套工具
|
工具箱:十字長柄螺絲刀、大、中、小號一字螺絲刀,中、小號十字螺絲刀,鐘表螺絲刀,剝線鉗,尖嘴鉗,剪刀,電烙鐵,驗電筆,萬用表,鑷子,活動扳手,內六角扳手(8把)
|
1
|
套
|
|
|
20
|
型材電腦桌
|
4080鋁合金(帶槽),長度:≥815mm,壁厚:≥2mm,不少于2根;
4080鋁合金,長度:≥510mm ,壁厚:≥2mm,不少于2根;
桌面板,尺寸:≥650x550x25mm,不少于1張;
4080鋁合金塑料端蓋圓弧,不少于2個;
4080鋁合金塑料端蓋平,不少于4個;
直角支撐,鈑金厚度:≥1.5mm ,尺寸:≥200x150x40mm,不少于2個;
桌面支撐鈑金,厚度:≥1.5mm,尺寸:≥570x400x120mm,不少于1張;
福馬輪,GD-40F,不少于4只。
|
1
|
張
|
|
|
21
|
靜音氣泵
|
0.4~0.8MPa
|
1
|
臺
|
|
五、PLC仿真教學軟件及資源包
1、系統由微課學習、編程實訓、創意實訓和個人中心四個模塊組成。
2、微課學習包括視頻和元件庫兩個模塊,可通過樹形菜單選擇。視頻資源包括PLC相關的學習視頻20個,涵蓋PLC知識講解、PLC編程、軟件使用和實物操作等種類。
3、元件庫主要包括與PLC相關的低壓電氣元件、傳感器和執行器,建立了三維數字模型并進行虛擬展示,三維模型總數不少于20個。點擊任意元件,可展示元件的三維模型,能夠進行三維交互,包括縮放、旋轉、平移,能夠對零件進行360°觀看。
4、編程實訓模塊主要由典型的PLC實訓項目組成,分為初級實訓和中級實訓兩個類別。編程實訓需要針對固定的實驗場景進行編程實訓,編程實訓項目的數量不少于20個。
5、通過實訓項目樹形菜單與實訓項目圖片按鈕均可進入實訓場景,實訓場景為相關的三維虛擬場景,場景可進行放大、縮小、旋轉等交互操作。
6、可進行實訓項目通信設置:點擊通信設置按鈕可打開PLC連接設置,可選擇西門子S_200實物、S_300實物、S_300虛擬、三菱等不同的控制器,連接成功通信狀態指示燈變綠。
7、可查看實訓項目點位配置:點擊配置按鈕可打開配置界面,查看PLC點位設置,配置傳感器和執行器的點位。
8、可實現自動考核:點擊考核按鈕將進入考核模式,該模式中自動執行PLC程序,并對程序進行檢測,檢測完畢后進行自動打分,當PLC未連接或處于運行狀態時,考核模式不會啟動。
9、仿真運行:連接PLC后點擊運行按鈕可進入操作狀態,在三維場景中就可仿真程序的運行結果,查看程序的正確性,如果程序錯誤,三維場景會有錯誤的提示。
10、創意實訓可以自主搭接實訓場景,實訓場景具備保存和導入功能。
11、創意實訓需要具備零件庫,零件庫中零件的數量不少于50個,軟件能夠對零件進行分類管理,零件分類發/接收器、貨物、重型傳送設備、輕型傳送設備、傳感器、安全設備、操作站、工作站等種類。
12、創意實訓場景中的物體具備物理模型,能夠反映物體的運動狀態,搭建的時候能夠進行干涉檢測,可以在三維場景中移動零件的位置。實訓中的傳送帶類零件,能夠調整傳送帶的速度及轉向。
13、創建物體后,鼠標放置物體上。單擊鼠標右鍵可查看相應功能或屬性。在場景中可實現零件的刪除、位置升降、旋轉等操作。
14、實訓場景搭建之后,能夠配置傳感器和執行器與PLC的連接關系,對于傳感器和執行器,可以設置高電平有效還是低電平有效。每個控制對象的IO點都可以單獨設定。
15、聯機設定:可選擇通信協議方式和PLC實物或者虛擬,通過輸入IP地址或者站點號進行連接。
16、個人中心能夠查看學生的學習情況及實訓項目的考核情況,展示視頻學習情況、實訓項目考核成績及通過狀態。
17、視頻演示。
18、多功能電參數測量系統(配置1套供授課教師使用)
六、實訓項目
1、氣動控制回路安裝與調試
該配置配有多種類型的氣缸、電磁閥,磁性開關,如:單出桿氣缸、單出雙桿氣缸、旋轉氣缸等氣動執行元件、單控電磁閥、雙控電磁閥和磁性開關等,基于這些氣動控制元件,可完成下列氣動技術的安裝調試訓練任務:
(1)氣動方向控制回路的安裝與調試
(2)氣動速度控制回路的安裝與調試
(3)氣動旋轉控制回路的安裝與調試
(4)氣動順序控制回路的安裝與調試
(5)氣動機械手裝置的安裝與調試
(6)氣動系統的安裝與調試
2、電氣控制電路的安裝和PLC程序編寫
該裝置配有PLC主機模塊、變頻器模塊、伺服電機驅動模塊、步進電機驅動模塊和各種傳感器等,基于這些模塊,可完成下列PLC應用技術訓練任務:
(1)異步電機控制電路的連接與控制程序編寫
(2)異步電機調速控制電路的連接與控制程序編寫
(3)步進電機控制電路的連接與控制程序編寫
(4)交流伺服電機控制電路的連接與控制程序編寫
(5)氣動方向控制程序編寫
(6)氣動順序動作控制程序編寫
(7)氣動機械手控制程序編寫
(8)皮帶輸送控制程序編寫
(9)自動生產線控制程序編寫
3、PLC工業通訊網絡的安裝及調試
選用PLC作為主控制器,其本身集成以太網通信口具備以太網通信功能,基于本網絡通信功能,可完成下列工業現場總線通信技術訓練任務:
(1)以太網絡的硬件連接、調試
(2)以太網絡參數設置、調試
(3)基于多臺PLC的復雜網絡數據讀寫程序編寫與調試
4、機電設備安裝與調試項目
井式供料、切削加工、多工位裝配、氣動機械手搬運、皮帶傳送分揀等工作站及相應的電源模塊、按鈕模塊、PLC模塊、變頻器及交流電機模塊、步進電機驅動模塊、伺服電機驅動模塊和各種工業傳感器等控制檢測單元為硬件平臺,可完成下列機電設備安裝和控制的訓練任務:
(1)井式供料機構的安裝與調試
(2)切削加工機構的安裝與調試
(3)多工位裝配機構的安裝與調試
(4)氣動機械手設備安裝與調試
(5)輸送線設備安裝與調試
(6)工件分揀機構的安裝與調試
(7)自動生產線系統安裝與調試