


更多相關產品
- LGJ-KY02型智能機器人智能制造綜合實操工作站
- LGJ-QBJ01型工業機器人模擬汽車領金沖壓集成制造實訓系統
- LGJ-CNC02型工業機器人智能生產流水線實訓平臺
- LGJ-ZH03型工業機器人組合式應用實訓裝置
- LGJ-SK01型智能機器人模塊化數控加工集成制造實訓系統
- LGJ-ZP02型機器人柔性裝配集成制造實訓系統
- LG-BWL06型工業機器人工程考核實訓系統
- LG-MPS05型模塊式工業機器人柔性自動化生產線實訓系統(五站)
- LG-MPS15型機電一體化綜合實訓考核系統
- LG-DMT05型工業機器人機電一體化智能實訓平臺
- LG-MPS03型柔性自動化生產線及工業機器人應用實訓系統(八站)
- LG-IRBL01型并聯機器人分揀工作站
- LGWD-05型五自由度機器人實訓平臺
- LGJ-ZG01型微工廠智能制造集成培訓裝置
- LGJS-03型模塊式環形柔性自動生產線實訓系統
- LGH-DQ01型工業機器人自動化綜合實訓平臺
- LG-GZS05型工業機器人罐裝生產流水線實訓系統
- LGJ-DQ01型工業機器人電氣調試實訓裝置
- LG-IRZ01型工業機器人應用工作站
- LGL-CZ06型工業機器人機械拆裝及電氣拆裝平臺
- LG-IRW01A型工業機器人故障診斷與維護平臺
- LGH-IRW03型工業機器人裝調應用與維護實訓平臺
- LG-RCZ04型工業機器人維護維修實訓工作站
- LG-IRW01型工業機器人故障診斷實訓平臺
- LG-RCZ02型工業機器人拆裝綜合實訓系統
- LG-RMD05型工業機器人碼垛工作站
- LG-CNW01型工業機器人上下料數控車床實訓平臺
- LGL-DM06型工業機器人打磨去毛刺實操工作站
- LGL-DM06型工業機器人打磨去毛刺實操工作站
- LGJ-DM01型工業機器人打磨工作站
- LGL-MD06型工業機器人碼垛實操工作站
- LGL-PT06型工業機器人噴涂實操工作站
- LGL-HJ06型工業機器人焊接實操工作站
- LG-IRH01型機器人焊接工作站實訓平臺
- LG-IRBL02型并聯機器人視覺分揀工作站
- LGCO-BOT01型協作機器人技術及應用綜合實訓平臺
- LGJ-ZH02型工業機器人組合式應用實訓裝置
- LG-GJQS1型工業機器人與智能視覺系統應用實訓平臺
- LG-GJQS2A型工業機器人與智能視覺系統應用實訓平臺
- LGY-PCB01型工業機器人PCB異形插件工作站
LGJ-QBJ01型工業機器人模擬汽車領金沖壓集成制造實訓系統
一、系統概述
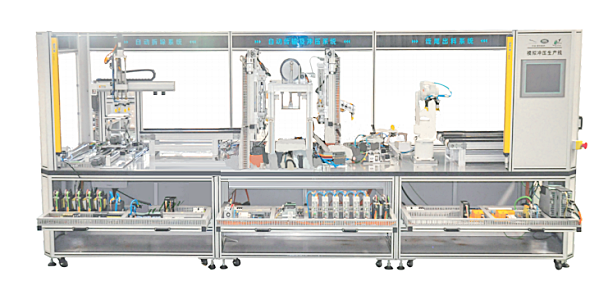
LGJ-QBJ01型 工業機器人模擬汽車鈑金沖壓集成制造實訓系統由臺架,自動拆垛系統,自動傳輸系統,沖壓機系統,線尾出料系統和電氣集成控制系統組成。
LGJ-QBJ01型 工業機器人模擬汽車鈑金沖壓集成制造實訓系統是公司為汽車生產企業設計制作的一套模 擬沖壓生產線,主要由臺架、自動拆垛系統、自動傳輸系 統、沖壓機系統、線尾出料系統及電氣集成控制系統等系統單元組成,裝置下方安裝有控制器可供學員學習安裝接 線及控制訓練,是一套真實模擬大型沖壓件生產工藝,展 現自動化沖壓生產線結構、工作原理,能夠進行產線問題 分析、控制操作、學員實訓、對外演示的自動化裝置。
隨著市場需求的不斷擴大,傳統的人工產線已經無法滿足大型車身覆蓋件等大型沖壓件生產的需求而具備較高的生產效率、穩定的產品質量以及規模生產條件下更低的單件生產成本等眾多優點的自動化沖壓生產線越來越多的逬入了生產車間,而該模擬沖壓生產線能夠高效的完成自動化沖壓生產線的產前模擬,提供了一套真實模擬環境。
二、電氣控制系統組成
本次系統采用與工業現場相仿的工業現場總線網絡構架,選用S7-1200為主的控制主機,配套有PROFINET現場I/O總線,PROFINET總線伺服、PROFINET總線變頻驅動、等控制模塊組成的網絡化控制系統。在此系統中主要將在汽車行業中常使用的各種傳感器、網絡元件、控制元件進行集成應用,通過相仿的機械結構與相同的控制系統進行組合,呈現與工業現場使用基本一至的控制應用工程,通過機械與電氣控制組合全方位訓練學生的工程應用能力。
控制系統主要元件
1、S7-1200 PLC控制器;
2、XB008 工業以太網交換機;
3、KTP-700 HMI觸摸人機界面;
4、V90總線伺服驅動系統;
5、G120總線變頻調速系統;
6、ET200-PN總線遠程I/O系統;
7、ABB IRB 120 工業機器人
三、機械系統組成
該生產系統由3個工作站點組成,共分為8個機械裝置功能模塊和3套電氣控制系統模塊。系統可進行單機構控制培訓,也可以進行組合聯機集成培訓。各功能模塊見如下說明。
(一)分料與傳輸工作單元
該工作站位于組合系統左側第一單元,由板料輸送裝置、分料機械手、分料傳輸線、S7-1200電氣控制系統組成。完成生產線系統中從堆料運輸、分拆、搬運、分板運輸等幾個工序,通過該工作單元可以讓學員讓分學習S7-1200 PLC編程設計及使用方法、伺服總線驅動應用方法、變頻調速應用方法。
1、板料輸送裝置
該裝置完成機械手與人工作業區域的連接與定位,在真實工業現場成堆的原材料板由叉車放入到板料輸送裝置的升降臺,模向移動軸將升降臺移動到分料機械手正下方,交升起板料堆由機械手向升降臺進行取料。主要由:移動滑臺、升降臺、伺服電機、行程限位檢測開關、滾珠絲桿、直線滑軌、精密減速機及其它機構組成。
2、分料機械手
該裝置完成從板料輸送裝置升降臺上取出單塊材料,交將材料搬運輸送到分料輸送線上,在真實工業現場成堆的板料由機械手一一進行取出,然后放入至傳輸線運輸至沖壓機床區域。主要由:橫向移動軸、縱向移動軸、機械手爪、伺服電機、行程限位檢測開關、滾珠絲桿、直線滑軌、精密減速機及其它機構組成.
3、分料輸送線
該裝置是完成被拆分板料從拆分區運輸至沖壓區的連接裝置,在真實工業現場由于沖壓區與拆分區相對距離較遠,采用傳輸線方式進行板料型式進行傳輸。主要由:傳輸皮帶、板料檢測裝置、驅動電機、變頻器及其它機械組成。
(二)自動沖壓工作單元
該工作站位于組合系統中間單元,由沖壓機械手、電動壓床、轉料裝置、S7-1200電氣控制系統組成。完成生產線系統中板料沖壓加工與的連續上下料過程工作,分為上料、沖壓、下料、轉料等幾個環節。通過該工作單元可以讓學員讓分學習S7-1200 PLC編程設計及使用方法、伺服總線驅動應用方法、多軸聯合驅動應用方法。
1、沖壓機械手
該裝置是一個擺動式多軸伺服驅動機械手,主要用于對電動壓床進行上/下料搬運工作。它巧妙的利用連桿機構與伺服驅動配合,完成平板工件的提升、平行移動等動作,很好的利用高度空間與橫向空間。在真實工業現場沖壓生產線上得到廣泛應用。它由、機械手本體、伺服電機、精密減速機、連桿機構、搬運手爪等幾部分組成。
2、電動壓床
該裝置是一個凸輪式電動壓床,主要用于對板料進行沖壓工作。完成沖壓環節中的下壓、保壓、開模等動作。要真實工業現場壓機配合精密模具使用,采用沖壓機械手進行自動化上下料是目前工業發展的通行辦法。它由、驅動電機、凸輪機構、壓機本體等部分組成。
3、轉料裝置
該裝置是一個用于轉接從沖壓機械手上取下的工件專用裝置,當沖壓機械手從沖壓模具中取出沖壓件時,需對沖壓件進行轉運或調頭工作,轉料裝置負責與沖壓機械手配合完成對應工作。在直實工業現場轉料裝置除對工件進行部件調頭和移載外還安裝了部分產品檢測裝置可以對沖壓下來的工件進行檢測輔助。
(三)成品分料與輸出工作單元
成品分料與輸出工作單元是系統最后一個組成單元,它負責將生產加工完成物料使有工業機器人進行分類并采用傳輸線進行遠程運輸。由工業機器人、傳輸線、電氣控制系統等組成。完成生產線系統成品搬運分類、傳輸運送等幾個環節。通過該工作單元可以讓學員讓分學習S7-1200 PLC編程設計及使用方法、伺服總線變頻調速方法、HMI人機界面編程設計方法。
1、工業機器人
工作站采用了ABB工業機器人作為搬運分類裝置,通過工業機器人與生產線其它設備之間組網連接完成與轉料裝置、傳輸線形行網絡化協同作業。裝置選用ABB IRB120-3/0.6手腕負載3Kg六自由度工業機器人,完成工作任務。
主要技術參數:
(1)型號:IRB 120-3/0.6
(2)工作范圍:580 mm
(3)有效荷重:3 kg
(4)手臂荷重:0.3 kg
(5)集成信號源:手腕設10路信號
(6)集成氣源:手腕設4路空氣( 5 bar)
(7)重復定位精度:0.01 mm
(8)機器人安裝:任意角度
(9)防護等級:IP30
(10)控制器:IRC5緊湊型
(11)示教器型號:FlexPendant
2、成品傳輸線:
成品傳輸線是與工業機器人配合的物品傳輸裝置,主要完成生產完成物品的運送工作,工作單元中共設置了兩條傳輸裝置,分別用于區分不同的產品運輸工作。它采用三相異步電機驅動,配合傳輸線上的檢測傳感器實驗物料檢測與停止功能。主要由傳輸線、驅動電機、檢測開關等部分組成。
四、實驗項目
1、綜合機械部件調試與安裝;
2、S7-1200控制器編程設計與運行調試;
3、PROFINET網絡伺服驅動聯網控制;
4、PROFINET網絡變頻驅動聯網控制;
5、機械手控制編程設計與創新;
6、多軸伺服聯網控制創新;
7、工業機器人編程創新應用;
8、HMI人機界面編程設計;
9、工業自動化應用組合創新應用。
LGJ-QBJ01型 工業機器人模擬汽車鈑金沖壓集成制造實訓系統由臺架,自動拆垛系統,自動傳輸系統,沖壓機系統,線尾出料系統和電氣集成控制系統組成。
LGJ-QBJ01型 工業機器人模擬汽車鈑金沖壓集成制造實訓系統是公司為汽車生產企業設計制作的一套模 擬沖壓生產線,主要由臺架、自動拆垛系統、自動傳輸系 統、沖壓機系統、線尾出料系統及電氣集成控制系統等系統單元組成,裝置下方安裝有控制器可供學員學習安裝接 線及控制訓練,是一套真實模擬大型沖壓件生產工藝,展 現自動化沖壓生產線結構、工作原理,能夠進行產線問題 分析、控制操作、學員實訓、對外演示的自動化裝置。
隨著市場需求的不斷擴大,傳統的人工產線已經無法滿足大型車身覆蓋件等大型沖壓件生產的需求而具備較高的生產效率、穩定的產品質量以及規模生產條件下更低的單件生產成本等眾多優點的自動化沖壓生產線越來越多的逬入了生產車間,而該模擬沖壓生產線能夠高效的完成自動化沖壓生產線的產前模擬,提供了一套真實模擬環境。
二、電氣控制系統組成
本次系統采用與工業現場相仿的工業現場總線網絡構架,選用S7-1200為主的控制主機,配套有PROFINET現場I/O總線,PROFINET總線伺服、PROFINET總線變頻驅動、等控制模塊組成的網絡化控制系統。在此系統中主要將在汽車行業中常使用的各種傳感器、網絡元件、控制元件進行集成應用,通過相仿的機械結構與相同的控制系統進行組合,呈現與工業現場使用基本一至的控制應用工程,通過機械與電氣控制組合全方位訓練學生的工程應用能力。
控制系統主要元件
1、S7-1200 PLC控制器;
2、XB008 工業以太網交換機;
3、KTP-700 HMI觸摸人機界面;
4、V90總線伺服驅動系統;
5、G120總線變頻調速系統;
6、ET200-PN總線遠程I/O系統;
7、ABB IRB 120 工業機器人
三、機械系統組成
該生產系統由3個工作站點組成,共分為8個機械裝置功能模塊和3套電氣控制系統模塊。系統可進行單機構控制培訓,也可以進行組合聯機集成培訓。各功能模塊見如下說明。
(一)分料與傳輸工作單元
該工作站位于組合系統左側第一單元,由板料輸送裝置、分料機械手、分料傳輸線、S7-1200電氣控制系統組成。完成生產線系統中從堆料運輸、分拆、搬運、分板運輸等幾個工序,通過該工作單元可以讓學員讓分學習S7-1200 PLC編程設計及使用方法、伺服總線驅動應用方法、變頻調速應用方法。
1、板料輸送裝置
該裝置完成機械手與人工作業區域的連接與定位,在真實工業現場成堆的原材料板由叉車放入到板料輸送裝置的升降臺,模向移動軸將升降臺移動到分料機械手正下方,交升起板料堆由機械手向升降臺進行取料。主要由:移動滑臺、升降臺、伺服電機、行程限位檢測開關、滾珠絲桿、直線滑軌、精密減速機及其它機構組成。
2、分料機械手
該裝置完成從板料輸送裝置升降臺上取出單塊材料,交將材料搬運輸送到分料輸送線上,在真實工業現場成堆的板料由機械手一一進行取出,然后放入至傳輸線運輸至沖壓機床區域。主要由:橫向移動軸、縱向移動軸、機械手爪、伺服電機、行程限位檢測開關、滾珠絲桿、直線滑軌、精密減速機及其它機構組成.
3、分料輸送線
該裝置是完成被拆分板料從拆分區運輸至沖壓區的連接裝置,在真實工業現場由于沖壓區與拆分區相對距離較遠,采用傳輸線方式進行板料型式進行傳輸。主要由:傳輸皮帶、板料檢測裝置、驅動電機、變頻器及其它機械組成。
(二)自動沖壓工作單元
該工作站位于組合系統中間單元,由沖壓機械手、電動壓床、轉料裝置、S7-1200電氣控制系統組成。完成生產線系統中板料沖壓加工與的連續上下料過程工作,分為上料、沖壓、下料、轉料等幾個環節。通過該工作單元可以讓學員讓分學習S7-1200 PLC編程設計及使用方法、伺服總線驅動應用方法、多軸聯合驅動應用方法。
1、沖壓機械手
該裝置是一個擺動式多軸伺服驅動機械手,主要用于對電動壓床進行上/下料搬運工作。它巧妙的利用連桿機構與伺服驅動配合,完成平板工件的提升、平行移動等動作,很好的利用高度空間與橫向空間。在真實工業現場沖壓生產線上得到廣泛應用。它由、機械手本體、伺服電機、精密減速機、連桿機構、搬運手爪等幾部分組成。
2、電動壓床
該裝置是一個凸輪式電動壓床,主要用于對板料進行沖壓工作。完成沖壓環節中的下壓、保壓、開模等動作。要真實工業現場壓機配合精密模具使用,采用沖壓機械手進行自動化上下料是目前工業發展的通行辦法。它由、驅動電機、凸輪機構、壓機本體等部分組成。
3、轉料裝置
該裝置是一個用于轉接從沖壓機械手上取下的工件專用裝置,當沖壓機械手從沖壓模具中取出沖壓件時,需對沖壓件進行轉運或調頭工作,轉料裝置負責與沖壓機械手配合完成對應工作。在直實工業現場轉料裝置除對工件進行部件調頭和移載外還安裝了部分產品檢測裝置可以對沖壓下來的工件進行檢測輔助。
(三)成品分料與輸出工作單元
成品分料與輸出工作單元是系統最后一個組成單元,它負責將生產加工完成物料使有工業機器人進行分類并采用傳輸線進行遠程運輸。由工業機器人、傳輸線、電氣控制系統等組成。完成生產線系統成品搬運分類、傳輸運送等幾個環節。通過該工作單元可以讓學員讓分學習S7-1200 PLC編程設計及使用方法、伺服總線變頻調速方法、HMI人機界面編程設計方法。
1、工業機器人
工作站采用了ABB工業機器人作為搬運分類裝置,通過工業機器人與生產線其它設備之間組網連接完成與轉料裝置、傳輸線形行網絡化協同作業。裝置選用ABB IRB120-3/0.6手腕負載3Kg六自由度工業機器人,完成工作任務。
主要技術參數:
(1)型號:IRB 120-3/0.6
(2)工作范圍:580 mm
(3)有效荷重:3 kg
(4)手臂荷重:0.3 kg
(5)集成信號源:手腕設10路信號
(6)集成氣源:手腕設4路空氣( 5 bar)
(7)重復定位精度:0.01 mm
(8)機器人安裝:任意角度
(9)防護等級:IP30
(10)控制器:IRC5緊湊型
(11)示教器型號:FlexPendant
2、成品傳輸線:
成品傳輸線是與工業機器人配合的物品傳輸裝置,主要完成生產完成物品的運送工作,工作單元中共設置了兩條傳輸裝置,分別用于區分不同的產品運輸工作。它采用三相異步電機驅動,配合傳輸線上的檢測傳感器實驗物料檢測與停止功能。主要由傳輸線、驅動電機、檢測開關等部分組成。
四、實驗項目
1、綜合機械部件調試與安裝;
2、S7-1200控制器編程設計與運行調試;
3、PROFINET網絡伺服驅動聯網控制;
4、PROFINET網絡變頻驅動聯網控制;
5、機械手控制編程設計與創新;
6、多軸伺服聯網控制創新;
7、工業機器人編程創新應用;
8、HMI人機界面編程設計;
9、工業自動化應用組合創新應用。