


產(chǎn)品分類
更多相關(guān)產(chǎn)品
- LGJ-ZP02型機(jī)器人柔性裝配集成制造實(shí)訓(xùn)系統(tǒng)
- LG-BWL06型工業(yè)機(jī)器人工程考核實(shí)訓(xùn)系統(tǒng)
- LG-MPS05型模塊式工業(yè)機(jī)器人柔性自動(dòng)化生產(chǎn)線實(shí)訓(xùn)系統(tǒng)(五站)
- LG-MPS15型機(jī)電一體化綜合實(shí)訓(xùn)考核系統(tǒng)
- LG-DMT05型工業(yè)機(jī)器人機(jī)電一體化智能實(shí)訓(xùn)平臺
- LG-MPS03型柔性自動(dòng)化生產(chǎn)線及工業(yè)機(jī)器人應(yīng)用實(shí)訓(xùn)系統(tǒng)(八站)
- LG-IRBL01型并聯(lián)機(jī)器人分揀工作站
- LGWD-05型五自由度機(jī)器人實(shí)訓(xùn)平臺
- LGJ-ZG01型微工廠智能制造集成培訓(xùn)裝置
- LGJS-03型模塊式環(huán)形柔性自動(dòng)生產(chǎn)線實(shí)訓(xùn)系統(tǒng)
- LGH-DQ01型工業(yè)機(jī)器人自動(dòng)化綜合實(shí)訓(xùn)平臺
- LG-GZS05型工業(yè)機(jī)器人罐裝生產(chǎn)流水線實(shí)訓(xùn)系統(tǒng)
- LGJ-DQ01型工業(yè)機(jī)器人電氣調(diào)試實(shí)訓(xùn)裝置
- LG-IRZ01型工業(yè)機(jī)器人應(yīng)用工作站
- LGL-CZ06型工業(yè)機(jī)器人機(jī)械拆裝及電氣拆裝平臺
- LG-IRW01A型工業(yè)機(jī)器人故障診斷與維護(hù)平臺
- LGH-IRW03型工業(yè)機(jī)器人裝調(diào)應(yīng)用與維護(hù)實(shí)訓(xùn)平臺
- LG-RCZ04型工業(yè)機(jī)器人維護(hù)維修實(shí)訓(xùn)工作站
- LG-IRW01型工業(yè)機(jī)器人故障診斷實(shí)訓(xùn)平臺
- LG-RCZ02型工業(yè)機(jī)器人拆裝綜合實(shí)訓(xùn)系統(tǒng)
- LG-RMD05型工業(yè)機(jī)器人碼垛工作站
- LG-CNW01型工業(yè)機(jī)器人上下料數(shù)控車床實(shí)訓(xùn)平臺
- LGL-DM06型工業(yè)機(jī)器人打磨去毛刺實(shí)操工作站
- LGL-DM06型工業(yè)機(jī)器人打磨去毛刺實(shí)操工作站
- LGJ-DM01型工業(yè)機(jī)器人打磨工作站
- LGL-MD06型工業(yè)機(jī)器人碼垛實(shí)操工作站
- LGL-PT06型工業(yè)機(jī)器人噴涂實(shí)操工作站
- LGL-HJ06型工業(yè)機(jī)器人焊接實(shí)操工作站
- LG-IRH01型機(jī)器人焊接工作站實(shí)訓(xùn)平臺
- LG-IRBL02型并聯(lián)機(jī)器人視覺分揀工作站
- LGCO-BOT01型協(xié)作機(jī)器人技術(shù)及應(yīng)用綜合實(shí)訓(xùn)平臺
- LGJ-ZH02型工業(yè)機(jī)器人組合式應(yīng)用實(shí)訓(xùn)裝置
- LG-GJQS1型工業(yè)機(jī)器人與智能視覺系統(tǒng)應(yīng)用實(shí)訓(xùn)平臺
- LG-GJQS2A型工業(yè)機(jī)器人與智能視覺系統(tǒng)應(yīng)用實(shí)訓(xùn)平臺
- LGY-PCB01型工業(yè)機(jī)器人PCB異形插件工作站
- LGY-CX01型FMS工業(yè)機(jī)器人智能制造實(shí)訓(xùn)平臺
- LG-IRF03型機(jī)器人RFID分揀實(shí)訓(xùn)系統(tǒng)
- LG-IRF01型機(jī)器人光機(jī)電一體化分揀實(shí)訓(xùn)系統(tǒng)
- LG-X102型工業(yè)機(jī)器人操作與運(yùn)維工作站
- LGX-B03型工業(yè)機(jī)器人運(yùn)用與維護(hù)實(shí)訓(xùn)平臺
LG-BWL06型工業(yè)機(jī)器人工程考核實(shí)訓(xùn)系統(tǒng)
一、系統(tǒng)介紹
1、系統(tǒng)組成
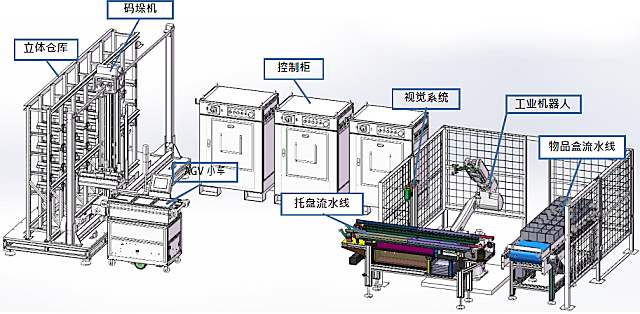
LG-BWL06型 工業(yè)機(jī)器人工程考核實(shí)訓(xùn)系統(tǒng)主要由碼垛機(jī)立庫系統(tǒng)、AGV小車、托盤流水線、物品盒流水線、視覺系統(tǒng)、六自由度工業(yè)機(jī)器人組成。
(1) 碼垛機(jī)立庫系統(tǒng),用于存儲物品托盤,并且按照要求碼垛機(jī)完成出庫和入庫;
(2) AGV小車,用于把安裝有物品的托盤從碼垛機(jī)立庫系統(tǒng)對接為,沿鋪設(shè)的磁條運(yùn)行到托盤流水線;
(3) 托盤流水線,負(fù)責(zé)把貨品托盤輸送到視覺檢測工位,經(jīng)視覺定位識別輸送到抓取工位;
(4) 物品盒流水線,負(fù)責(zé)成品物品盒的裝箱及傳送;
(5) 視覺系統(tǒng),對托盤流水線上的托盤上的物品進(jìn)行識別,并把識別結(jié)果發(fā)送至主控系統(tǒng)的PLC;
(6) 六自由度工業(yè)機(jī)器人系統(tǒng),根據(jù)主控系統(tǒng) PLC 發(fā)送的數(shù)據(jù),對托盤流水線上的托盤上的物品進(jìn)行分揀,放置于物品盒流水線上的指定物品盒中,同時(shí)把空托盤放置于空托盤庫中。
2、系統(tǒng)整體設(shè)計(jì)目標(biāo)
本系統(tǒng)再現(xiàn)工業(yè)現(xiàn)場從倉儲、搬運(yùn)、分揀以及包裝的全過程,將目前工業(yè)自動(dòng)化現(xiàn)場前沿的實(shí)用技術(shù)和方案引入到比賽當(dāng)中,通過比賽,讓學(xué)生能熟練掌握自動(dòng)化科技的前沿應(yīng)用技術(shù),為我國從制造大國發(fā)展到制造強(qiáng)國,為工業(yè)智能制造培養(yǎng)一批有素質(zhì),能干活,干好活的新一代職業(yè)能手。
(1) 選用6軸關(guān)節(jié)型工業(yè)機(jī)器人+堆垛直角坐標(biāo)機(jī)器人+AGV移動(dòng)機(jī)器人,該三種機(jī)器人都是目前工業(yè)現(xiàn)場應(yīng)用比較廣泛的機(jī)器人;——切合工業(yè)現(xiàn)場,體現(xiàn)機(jī)器人的多樣性;
(2) 將立體倉庫(碼垛機(jī)器人)+工件運(yùn)輸(AGV機(jī)器人)+檢測分揀(機(jī)器視覺)+機(jī)器人自動(dòng)分揀裝配(6軸機(jī)器人)+自動(dòng)回收+自動(dòng)包裝完美的融合。——詮釋智能工廠和智能物流的概念;
(3) 設(shè)置多物件和多工位+多倉儲,可以展現(xiàn)出非常多的組合場景, 不僅可以展現(xiàn)學(xué)生的控制系統(tǒng)和機(jī)器人的編程能力,同時(shí)也能展現(xiàn)學(xué)生的流程規(guī)劃策略和優(yōu)化能力;——真實(shí)展示實(shí)際工業(yè)和物流系統(tǒng)場景,非常適合于實(shí)訓(xùn)和比賽。
(4) 整個(gè)系統(tǒng)采用網(wǎng)絡(luò)化控制構(gòu)架,以及最新的控制系統(tǒng)。——學(xué)生能夠了解先進(jìn)的控制技術(shù)以及編程方法。
3、工作流程
1、系統(tǒng)組成
LG-BWL06型 工業(yè)機(jī)器人工程考核實(shí)訓(xùn)系統(tǒng)主要由碼垛機(jī)立庫系統(tǒng)、AGV小車、托盤流水線、物品盒流水線、視覺系統(tǒng)、六自由度工業(yè)機(jī)器人組成。
(1) 碼垛機(jī)立庫系統(tǒng),用于存儲物品托盤,并且按照要求碼垛機(jī)完成出庫和入庫;
(2) AGV小車,用于把安裝有物品的托盤從碼垛機(jī)立庫系統(tǒng)對接為,沿鋪設(shè)的磁條運(yùn)行到托盤流水線;
(3) 托盤流水線,負(fù)責(zé)把貨品托盤輸送到視覺檢測工位,經(jīng)視覺定位識別輸送到抓取工位;
(4) 物品盒流水線,負(fù)責(zé)成品物品盒的裝箱及傳送;
(5) 視覺系統(tǒng),對托盤流水線上的托盤上的物品進(jìn)行識別,并把識別結(jié)果發(fā)送至主控系統(tǒng)的PLC;
(6) 六自由度工業(yè)機(jī)器人系統(tǒng),根據(jù)主控系統(tǒng) PLC 發(fā)送的數(shù)據(jù),對托盤流水線上的托盤上的物品進(jìn)行分揀,放置于物品盒流水線上的指定物品盒中,同時(shí)把空托盤放置于空托盤庫中。
2、系統(tǒng)整體設(shè)計(jì)目標(biāo)
本系統(tǒng)再現(xiàn)工業(yè)現(xiàn)場從倉儲、搬運(yùn)、分揀以及包裝的全過程,將目前工業(yè)自動(dòng)化現(xiàn)場前沿的實(shí)用技術(shù)和方案引入到比賽當(dāng)中,通過比賽,讓學(xué)生能熟練掌握自動(dòng)化科技的前沿應(yīng)用技術(shù),為我國從制造大國發(fā)展到制造強(qiáng)國,為工業(yè)智能制造培養(yǎng)一批有素質(zhì),能干活,干好活的新一代職業(yè)能手。
(1) 選用6軸關(guān)節(jié)型工業(yè)機(jī)器人+堆垛直角坐標(biāo)機(jī)器人+AGV移動(dòng)機(jī)器人,該三種機(jī)器人都是目前工業(yè)現(xiàn)場應(yīng)用比較廣泛的機(jī)器人;——切合工業(yè)現(xiàn)場,體現(xiàn)機(jī)器人的多樣性;
(2) 將立體倉庫(碼垛機(jī)器人)+工件運(yùn)輸(AGV機(jī)器人)+檢測分揀(機(jī)器視覺)+機(jī)器人自動(dòng)分揀裝配(6軸機(jī)器人)+自動(dòng)回收+自動(dòng)包裝完美的融合。——詮釋智能工廠和智能物流的概念;
(3) 設(shè)置多物件和多工位+多倉儲,可以展現(xiàn)出非常多的組合場景, 不僅可以展現(xiàn)學(xué)生的控制系統(tǒng)和機(jī)器人的編程能力,同時(shí)也能展現(xiàn)學(xué)生的流程規(guī)劃策略和優(yōu)化能力;——真實(shí)展示實(shí)際工業(yè)和物流系統(tǒng)場景,非常適合于實(shí)訓(xùn)和比賽。
(4) 整個(gè)系統(tǒng)采用網(wǎng)絡(luò)化控制構(gòu)架,以及最新的控制系統(tǒng)。——學(xué)生能夠了解先進(jìn)的控制技術(shù)以及編程方法。
3、工作流程
機(jī)器人工程考核實(shí)訓(xùn)系統(tǒng)")
基本運(yùn)行流程描述:
(1) 物品以托盤形式存儲在原料倉庫中(物品共有 8 種不同形狀高度的樣式,每個(gè)托盤上隨機(jī)放置 0-3 個(gè)物品,樣式也隨機(jī),可能相同,也可能不同)。
(2) 物品隨托盤從碼垛機(jī)立庫出庫,由AGV 小車搬輸送至托盤流水線;
(3) 托盤在托盤流水線的 4 號工位停止,通過智能相機(jī)識別物品數(shù)量、類型、相對于標(biāo)定原點(diǎn)的位置、相對于標(biāo)定姿態(tài)的旋轉(zhuǎn)角度并傳輸給PLC;
(4) 識別完成后,托盤流水線把托盤傳輸?shù)?nbsp;1 號位置后停止;
(5) 主控系統(tǒng)把需要分揀物品的 XYZ 坐標(biāo)偏移和旋轉(zhuǎn)角度通過MODBUS TCP 協(xié)議依次發(fā)送給六自由度工業(yè)機(jī)器人系統(tǒng),六自由度工業(yè)機(jī)器人機(jī)器人按照事先編寫的程序流程,執(zhí)行抓取分揀;
(6) 六自由度工業(yè)機(jī)器人根據(jù)放置位置的XYZ 坐標(biāo)偏移和旋轉(zhuǎn)角度把物品放入禮品箱中。(禮品箱有 8 個(gè)格子,相同的工件放到同一
個(gè)格子,每個(gè)格子最多放 2 件物品。碼垛部分偏移運(yùn)算由主控系統(tǒng)計(jì)算,整合到Z 軸偏移中給六自由度工業(yè)機(jī)器人)。
(7) 把物品取完后,六自由度工業(yè)機(jī)器人把空托盤也搬運(yùn)放置到空托盤庫中。
(8) 物品裝滿物品箱后,流轉(zhuǎn)到下料碼垛區(qū)。(每個(gè)比賽區(qū)不會 使用全部物品樣式,應(yīng)取其中 2-3 種。當(dāng)中轉(zhuǎn)箱裝滿或物品無法按照規(guī)則放入物品箱時(shí)流入下一區(qū)域);
(9)當(dāng)物品箱碼到一定數(shù)量或原料出庫完成任務(wù)時(shí)停止比賽。
二、設(shè)備安裝
1、設(shè)備安裝
本設(shè)備共包括:工業(yè)機(jī)器人及控制柜、PLC 控制柜、托盤流水線、物品盒擺放流水線、AGV 小車等。比賽所用場地為 4m×8m,如圖 2-1 所示為裝備之間的大致布局,現(xiàn)場安裝時(shí)并不一定嚴(yán)格按照圖中所標(biāo)尺寸安裝,允許有所變動(dòng)。在安裝時(shí)需要注意以下事項(xiàng):
(1) 調(diào)節(jié)工業(yè)機(jī)器人安裝底座的四個(gè)地腳,使工業(yè)機(jī)器人的安裝底座水平;(水平儀)
(2) 調(diào)節(jié)托盤流水線和物品盒擺放流水線的水平;(水平儀)
(3) 以工業(yè)機(jī)器人為基準(zhǔn),確保托盤流水線與工業(yè)機(jī)器人的 Y 軸方向平行,確保物品盒擺放流水線與工業(yè)機(jī)器人的 X 軸方向平行;(具體調(diào)節(jié)方式見節(jié) 2.2)
(4) 確保托盤流水線前端滑輪的平切面低于AGV 小車的平帶面;(見圖 2-2)。
(5) 確保智能相機(jī)與托盤流水線垂直。(見圖 2-3)
(1) 物品以托盤形式存儲在原料倉庫中(物品共有 8 種不同形狀高度的樣式,每個(gè)托盤上隨機(jī)放置 0-3 個(gè)物品,樣式也隨機(jī),可能相同,也可能不同)。
(2) 物品隨托盤從碼垛機(jī)立庫出庫,由AGV 小車搬輸送至托盤流水線;
(3) 托盤在托盤流水線的 4 號工位停止,通過智能相機(jī)識別物品數(shù)量、類型、相對于標(biāo)定原點(diǎn)的位置、相對于標(biāo)定姿態(tài)的旋轉(zhuǎn)角度并傳輸給PLC;
(4) 識別完成后,托盤流水線把托盤傳輸?shù)?nbsp;1 號位置后停止;
(5) 主控系統(tǒng)把需要分揀物品的 XYZ 坐標(biāo)偏移和旋轉(zhuǎn)角度通過MODBUS TCP 協(xié)議依次發(fā)送給六自由度工業(yè)機(jī)器人系統(tǒng),六自由度工業(yè)機(jī)器人機(jī)器人按照事先編寫的程序流程,執(zhí)行抓取分揀;
(6) 六自由度工業(yè)機(jī)器人根據(jù)放置位置的XYZ 坐標(biāo)偏移和旋轉(zhuǎn)角度把物品放入禮品箱中。(禮品箱有 8 個(gè)格子,相同的工件放到同一
個(gè)格子,每個(gè)格子最多放 2 件物品。碼垛部分偏移運(yùn)算由主控系統(tǒng)計(jì)算,整合到Z 軸偏移中給六自由度工業(yè)機(jī)器人)。
(7) 把物品取完后,六自由度工業(yè)機(jī)器人把空托盤也搬運(yùn)放置到空托盤庫中。
(8) 物品裝滿物品箱后,流轉(zhuǎn)到下料碼垛區(qū)。(每個(gè)比賽區(qū)不會 使用全部物品樣式,應(yīng)取其中 2-3 種。當(dāng)中轉(zhuǎn)箱裝滿或物品無法按照規(guī)則放入物品箱時(shí)流入下一區(qū)域);
(9)當(dāng)物品箱碼到一定數(shù)量或原料出庫完成任務(wù)時(shí)停止比賽。
二、設(shè)備安裝
1、設(shè)備安裝
本設(shè)備共包括:工業(yè)機(jī)器人及控制柜、PLC 控制柜、托盤流水線、物品盒擺放流水線、AGV 小車等。比賽所用場地為 4m×8m,如圖 2-1 所示為裝備之間的大致布局,現(xiàn)場安裝時(shí)并不一定嚴(yán)格按照圖中所標(biāo)尺寸安裝,允許有所變動(dòng)。在安裝時(shí)需要注意以下事項(xiàng):
(1) 調(diào)節(jié)工業(yè)機(jī)器人安裝底座的四個(gè)地腳,使工業(yè)機(jī)器人的安裝底座水平;(水平儀)
(2) 調(diào)節(jié)托盤流水線和物品盒擺放流水線的水平;(水平儀)
(3) 以工業(yè)機(jī)器人為基準(zhǔn),確保托盤流水線與工業(yè)機(jī)器人的 Y 軸方向平行,確保物品盒擺放流水線與工業(yè)機(jī)器人的 X 軸方向平行;(具體調(diào)節(jié)方式見節(jié) 2.2)
(4) 確保托盤流水線前端滑輪的平切面低于AGV 小車的平帶面;(見圖 2-2)。
(5) 確保智能相機(jī)與托盤流水線垂直。(見圖 2-3)
機(jī)器人工程考核實(shí)訓(xùn)系統(tǒng)")
圖 2-1 設(shè)備布局
機(jī)器人工程考核實(shí)訓(xùn)系統(tǒng)")
機(jī)器人工程考核實(shí)訓(xùn)系統(tǒng)")
圖 2-2 托盤流水線高度調(diào)節(jié)
機(jī)器人工程考核實(shí)訓(xùn)系統(tǒng)")
圖 2-3 智能相機(jī)安裝
2、平行度調(diào)節(jié)
如圖 2-4 所示,在工業(yè)機(jī)器人末端夾具上安裝了一個(gè)激光筆,具體調(diào)節(jié)步驟如下:
(1) 利用工業(yè)機(jī)器人的工具坐標(biāo)系調(diào)整機(jī)器人的姿態(tài),使得激光筆始終垂直于工業(yè)機(jī)器人的安裝基面;
(2)首先控制工業(yè)機(jī)器人運(yùn)動(dòng)到托盤流水線上方合適的高度,將激光筆發(fā)出的激光對準(zhǔn)流水線架上的鋁型材邊線,利用機(jī)器人的工具坐標(biāo)系,使機(jī)器人沿著基坐標(biāo)系的 Y 方向運(yùn)動(dòng)(注意降低機(jī)器人的運(yùn)動(dòng)速度),注意觀察激光是否偏離鋁型材邊線,并作適當(dāng)調(diào)整。
(3)利用同樣的方法調(diào)整物品擺放流水線,只是使機(jī)器人沿著坐標(biāo)系的X 方向運(yùn)動(dòng)。
如圖 2-4 所示,在工業(yè)機(jī)器人末端夾具上安裝了一個(gè)激光筆,具體調(diào)節(jié)步驟如下:
(1) 利用工業(yè)機(jī)器人的工具坐標(biāo)系調(diào)整機(jī)器人的姿態(tài),使得激光筆始終垂直于工業(yè)機(jī)器人的安裝基面;
(2)首先控制工業(yè)機(jī)器人運(yùn)動(dòng)到托盤流水線上方合適的高度,將激光筆發(fā)出的激光對準(zhǔn)流水線架上的鋁型材邊線,利用機(jī)器人的工具坐標(biāo)系,使機(jī)器人沿著基坐標(biāo)系的 Y 方向運(yùn)動(dòng)(注意降低機(jī)器人的運(yùn)動(dòng)速度),注意觀察激光是否偏離鋁型材邊線,并作適當(dāng)調(diào)整。
(3)利用同樣的方法調(diào)整物品擺放流水線,只是使機(jī)器人沿著坐標(biāo)系的X 方向運(yùn)動(dòng)。
機(jī)器人工程考核實(shí)訓(xùn)系統(tǒng)")
圖 2-4 平行度調(diào)整
三、6 自由度關(guān)節(jié)型機(jī)器人
6 自由度關(guān)節(jié)型機(jī)器人,如下圖 3.1 所示。6 個(gè)自由度,最大負(fù)荷 20KG,臂展>1.5m。
6 自由度關(guān)節(jié)型機(jī)器人,如下圖 3.1 所示。6 個(gè)自由度,最大負(fù)荷 20KG,臂展>1.5m。
機(jī)器人工作流程如下所示:
機(jī)器人工程考核實(shí)訓(xùn)系統(tǒng)")
四、 視覺識別系統(tǒng)
本系統(tǒng)安裝于托盤流水線中,當(dāng)托盤貨物到視覺檢測工位時(shí), X-SIGHT 機(jī)器視覺系統(tǒng)對托盤內(nèi)的貨物進(jìn)行視覺識別,并把識別的位置,形狀等特征數(shù)據(jù)給到中央控制器和六關(guān)節(jié)機(jī)器人,由機(jī)械人根據(jù)目標(biāo)存放位置執(zhí)行相應(yīng)的動(dòng)作。
本系統(tǒng)安裝于托盤流水線中,當(dāng)托盤貨物到視覺檢測工位時(shí), X-SIGHT 機(jī)器視覺系統(tǒng)對托盤內(nèi)的貨物進(jìn)行視覺識別,并把識別的位置,形狀等特征數(shù)據(jù)給到中央控制器和六關(guān)節(jié)機(jī)器人,由機(jī)械人根據(jù)目標(biāo)存放位置執(zhí)行相應(yīng)的動(dòng)作。
機(jī)器人工程考核實(shí)訓(xùn)系統(tǒng)")
圖 4.1 智能視覺系統(tǒng)整體圖
五、流水線
1、托盤流水線
負(fù)責(zé)把貨品托盤輸送到視覺檢測工位,經(jīng)視覺定位識別輸送到抓取工位,由機(jī)械手將托盤中的貨品,通過真空吸盤吸放到相應(yīng)物品盒中。當(dāng)貨品托盤中的貨物全部取空時(shí),由機(jī)械手通過另一套真空吸盤將托盤吸放到空托盤存放處。
1、托盤流水線
負(fù)責(zé)把貨品托盤輸送到視覺檢測工位,經(jīng)視覺定位識別輸送到抓取工位,由機(jī)械手將托盤中的貨品,通過真空吸盤吸放到相應(yīng)物品盒中。當(dāng)貨品托盤中的貨物全部取空時(shí),由機(jī)械手通過另一套真空吸盤將托盤吸放到空托盤存放處。
機(jī)器人工程考核實(shí)訓(xùn)系統(tǒng)")
機(jī)器人工程考核實(shí)訓(xùn)系統(tǒng)")
圖 5.1 托盤流水線效果圖
機(jī)器人工程考核實(shí)訓(xùn)系統(tǒng)")
圖 5.2 托盤流水線倍速鏈實(shí)物圖
機(jī)器人工程考核實(shí)訓(xùn)系統(tǒng)")
圖 5.3 托盤流水線與 AGV 對接口實(shí)物圖
2、物品盒流水線
物品盒流水線采用板鏈結(jié)構(gòu),負(fù)責(zé)成品物品盒的裝箱及傳送,為5工位流水線,裝在3個(gè)物品盒(占用3個(gè)工位)。
物品盒流水線采用板鏈結(jié)構(gòu),負(fù)責(zé)成品物品盒的裝箱及傳送,為5工位流水線,裝在3個(gè)物品盒(占用3個(gè)工位)。
機(jī)器人工程考核實(shí)訓(xùn)系統(tǒng)")
圖 5.4 物品盒流水線效果圖
機(jī)器人工程考核實(shí)訓(xùn)系統(tǒng)")
圖 5.6 物品盒流水線實(shí)物圖
本系統(tǒng)中6自由度工業(yè)機(jī)器人負(fù)責(zé)把托盤流水線上托盤中的貨品抓取到,根據(jù)規(guī)定的目標(biāo)物品盒,放入到相應(yīng)的位置。機(jī)械手裝載貨品限定在5工位的中間工位。如需裝載左右物品盒,通過左右移位將邊上的物品盒移到中間工位。
如圖所示,從左到右設(shè)為1-5工位,當(dāng)前物品盒處于2 、3 、4工位,定義為物品盒A、B、C,機(jī)械手裝載3號工位的物品盒,即B物 品盒。如果需要裝載A物品盒,則流水線傳送機(jī)構(gòu)動(dòng)作右移,當(dāng)右檢測物品盒傳感器接通時(shí),流水線停止運(yùn)行,此時(shí)機(jī)械手裝載A物品盒。如果下一個(gè)要裝載的是C物品盒,則流水線向左運(yùn)行,碰到左面物品盒檢測傳感器時(shí)停止運(yùn)行。系統(tǒng)中另設(shè)有零位檢測傳感器,以檢測物品盒處于中間工位。為防止物品盒滑落,在左右極限位置設(shè)有左右限位開關(guān),以防止控制失誤,致物品盒跌落。
物品盒流水線由步進(jìn)電機(jī)控制,實(shí)際控制策略可以采用脈沖定位控制的方式。
六、 電氣控制系統(tǒng)
本系統(tǒng)采用國際上先進(jìn)的控制理念和最新的控制產(chǎn)品,采用網(wǎng)絡(luò)化控制模式,系統(tǒng)主要控制框圖如 6.1 所示。
如圖所示,從左到右設(shè)為1-5工位,當(dāng)前物品盒處于2 、3 、4工位,定義為物品盒A、B、C,機(jī)械手裝載3號工位的物品盒,即B物 品盒。如果需要裝載A物品盒,則流水線傳送機(jī)構(gòu)動(dòng)作右移,當(dāng)右檢測物品盒傳感器接通時(shí),流水線停止運(yùn)行,此時(shí)機(jī)械手裝載A物品盒。如果下一個(gè)要裝載的是C物品盒,則流水線向左運(yùn)行,碰到左面物品盒檢測傳感器時(shí)停止運(yùn)行。系統(tǒng)中另設(shè)有零位檢測傳感器,以檢測物品盒處于中間工位。為防止物品盒滑落,在左右極限位置設(shè)有左右限位開關(guān),以防止控制失誤,致物品盒跌落。
物品盒流水線由步進(jìn)電機(jī)控制,實(shí)際控制策略可以采用脈沖定位控制的方式。
六、 電氣控制系統(tǒng)
本系統(tǒng)采用國際上先進(jìn)的控制理念和最新的控制產(chǎn)品,采用網(wǎng)絡(luò)化控制模式,系統(tǒng)主要控制框圖如 6.1 所示。
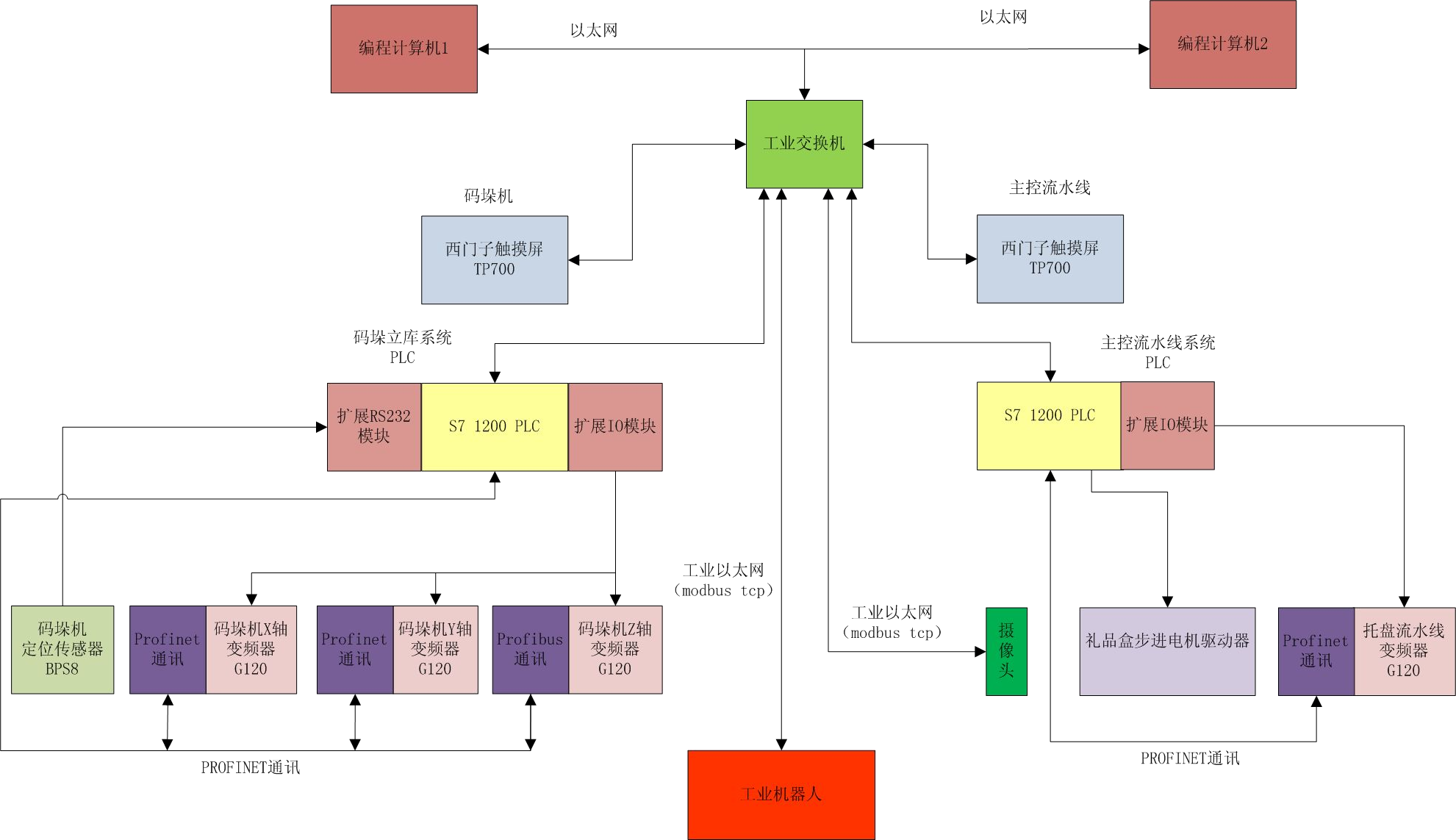
圖 6.1 設(shè)備電氣網(wǎng)絡(luò)拓?fù)鋱D
如上圖所示,整個(gè)系統(tǒng)通過工業(yè)以太網(wǎng)總線,把工業(yè)機(jī)器人、主控流水線 PLC、碼垛機(jī)立庫系統(tǒng) PLC、碼垛機(jī)立庫系統(tǒng)觸摸屏、主控流水線觸摸屏、視覺系統(tǒng)、變頻器以及編程開發(fā)計(jì)算機(jī)等均通過以太網(wǎng)連接。編程開發(fā)計(jì)算機(jī)負(fù)責(zé)開發(fā)調(diào)試程序、視覺系統(tǒng)特征識別開發(fā)以及機(jī)器人示教等編程。碼垛立庫系統(tǒng)和主控流水線觸摸屏負(fù)責(zé)管理碼垛立庫系統(tǒng)、主控流水線的運(yùn)行參數(shù),以及系統(tǒng)報(bào)警和提示信息等。