


更多相關產品
- LGJ-CZ04型拆裝式生產線組裝與調試實訓系統
- LGJD-CZ02型自動生產線拆裝與調試實訓裝置
- LG-WLE01型大型物流系統實訓裝置
- LGJS-1型現代物流倉儲自動化實驗系統
- LGJ-Q02型機電工業自動化綜合實訓裝置
- LGJ-JXS04型光機電一體化機械手實訓裝置(閉環控制)
- LGJX-82C型工業機器手實訓裝置
- LG-235A型光機電一體化高速分揀實訓系統
- LG-GSF01型運動控制綜合實訓平臺
- LGCL-01型材料分揀實訓裝置
- LGJX-82F型立體倉庫實訓裝置
- LGJX-82E型立體倉庫實訓裝置
- LGJX-82B型平面雙軸運行控制實訓裝置
- LGJX-82A型循環搬運自動控制實訓裝置
- LGJD-04型機電一體化實訓考核裝置(循環控制)
- LGJD-02型光機電一體化控制實訓裝置
- LGJD-01型光機電一體化控制實訓裝置系統
- LGY-JD06型機電綜合實訓考核平臺
- LGY-SJ3A型嵌入式機器視覺教學創新實驗平臺
- LGY-JD05A型光機電一體化實訓考核裝置
- LGY-CX07C型可編程序控制系統設計師綜合實訓考核設備(一、二級)
- LGY-CX07型可編程序控制系統設計師綜合實訓考核設備(四級)
- LGY-ZD05型工業自動化綜合系統(歐姆龍)
- LGY-KZ05B型智能運動控制實訓教學考核裝備
- LGY-ZD03A型總線實訓裝備(PROFIBUS-DP)
- LGY-ZD05F型工業電氣自動化及網絡實訓裝置
- LGY-JD05E型光機電液氣一體化實訓考核裝備
- LGY-JD03A型單元式機電一體化實訓考核系統
- LGY-ZD09D型PLC與人機界面實驗裝置
- LGY-FJ05G型多功能物料分揀實訓系統
- LGY-JD05F型光機電一體化實訓考核裝置
- LGY-ZD09B型自動生產線實訓裝置
- LGY-ZD09A型自動生產線實訓裝置
- LGY-JD05H型典型機電設備安裝與控制實訓裝置
- LGY-JD05D型光機電一體化實訓考核裝置
- LGY-SK16B型數字化生產系統
- LGY-CC03G型智能倉儲裝置
- LGY-BY01G型智能物料搬運裝置
- LGY-DP015A型單片機創新型綜合實驗裝置教學設備
- LGJ-JD06型 光機電一體化實訓考核裝置
LGJD-CZ02型自動生產線拆裝與調試實訓裝置
一、概述
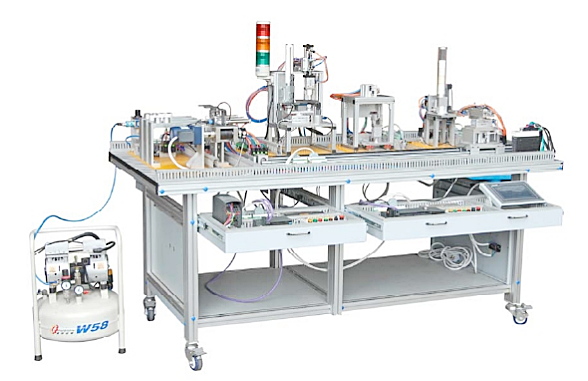
LGJD-CZ02型 自動生產線拆裝與調試實訓裝置是一種最為典型的機電一體化與自動化產品,是為職業院校、職業教育培訓機構而研制的,適合機電一體化、電氣自動化等相關專業的教學和培訓。在接近工業生產制造現場基礎上又針對教學及實訓目的進行了專門設計的實訓教學設備,強化了自動化生產線的安裝與調試能力。由六部分組成,分別為:供料機構、搬運機構、加工與檢測機構、搬運分揀機構、裝配機構、成品分揀機構,完成工件上料、搬運、加工、檢測、輸送、裝配、分揀等功能。涵蓋了自動化類中機電一體化和電氣自動化專業中所涉及的PLC控制、變頻調速、傳感檢測、氣動、步進電機驅動與調速、機械結構安裝與系統調試等內容。通過基于該實訓系統的使用、訓練和培訓,能充分鍛煉操作者團隊協作能力、計劃組織能力、自動線安裝與調試能力、工程實施能力、職業素養、交流溝通能力、效率、成本和安全意識,引導高職院校自動控制類專業教學改革發展方向,促進工學結合人才培養模式改革與創新,培養可持續發展的滿足企業需求的自動化控制高技能人才。
LGJD-CZ02型 自動生產線拆裝與調試實訓裝置是一種最為典型的機電一體化與自動化產品,是為職業院校、職業教育培訓機構而研制的,適合機電一體化、電氣自動化等相關專業的教學和培訓。在接近工業生產制造現場基礎上又針對教學及實訓目的進行了專門設計的實訓教學設備,強化了自動化生產線的安裝與調試能力。由六部分組成,分別為:供料機構、搬運機構、加工與檢測機構、搬運分揀機構、裝配機構、成品分揀機構,完成工件上料、搬運、加工、檢測、輸送、裝配、分揀等功能。涵蓋了自動化類中機電一體化和電氣自動化專業中所涉及的PLC控制、變頻調速、傳感檢測、氣動、步進電機驅動與調速、機械結構安裝與系統調試等內容。通過基于該實訓系統的使用、訓練和培訓,能充分鍛煉操作者團隊協作能力、計劃組織能力、自動線安裝與調試能力、工程實施能力、職業素養、交流溝通能力、效率、成本和安全意識,引導高職院校自動控制類專業教學改革發展方向,促進工學結合人才培養模式改革與創新,培養可持續發展的滿足企業需求的自動化控制高技能人才。
二、裝置的構成
LGJD-CZ02型 自動生產線拆裝與調試實訓裝置由由鋁合金導軌式實訓臺、典型的機電一體化設備的機械部件、PLC模塊、變頻器模塊、按鈕模塊、電源模塊、模擬生產設備實訓模塊、接線端子排和各種傳感器、計算機等組成。整體結構采用開放式和拆裝式,實訓裝置用于機械部件組裝,可根據現有的機械部件組裝生產設備,也可添加機械部件組裝其他生產設備,使整個裝置能夠靈活的按教學或競賽要求組裝具有生產功能的機電一體化設備。模塊采用標準結構和抽屜式模塊放置架,互換性強;按具有生產性功能和整合學習功能的原則確定模塊內容,使教學或競賽時可方便的選擇需要的模塊。設備需完全符合電工電子全國職業技能大賽所要求,同時還要求具有可拓展功能,可以組成更加大型的生產模擬系統,以配合各個用戶學校不同層次,不同專業的教學及培訓要求。
三、裝置的配置
LGJD-CZ02型 自動生產線拆裝與調試實訓裝置由由鋁合金導軌式實訓臺、典型的機電一體化設備的機械部件、PLC模塊、變頻器模塊、按鈕模塊、電源模塊、模擬生產設備實訓模塊、接線端子排和各種傳感器、計算機等組成。整體結構采用開放式和拆裝式,實訓裝置用于機械部件組裝,可根據現有的機械部件組裝生產設備,也可添加機械部件組裝其他生產設備,使整個裝置能夠靈活的按教學或競賽要求組裝具有生產功能的機電一體化設備。模塊采用標準結構和抽屜式模塊放置架,互換性強;按具有生產性功能和整合學習功能的原則確定模塊內容,使教學或競賽時可方便的選擇需要的模塊。設備需完全符合電工電子全國職業技能大賽所要求,同時還要求具有可拓展功能,可以組成更加大型的生產模擬系統,以配合各個用戶學校不同層次,不同專業的教學及培訓要求。
三、裝置的配置
|
序號
|
名稱
|
主要元件或型號、規格
|
數量
|
備注
|
|
1
|
實訓桌
|
2100×1000×840 mm
|
1張
|
桌臺采用的是20*80的鋁型材。
 |
|
2
|
觸摸屏模塊
|
7英寸 ,昆侖通態
|
1塊
|
|
|
3
|
PLC模塊
|
選用西門子CPU224(AC/DC/RLY) 2臺
西門子CPU224(DC/DC/DC) 2臺 西門子CPU226(DC/DC/DC) 1臺 PC-PPI通信線 2根, Profibus-DP通訊頭 5塊 能完成 (1)網絡的硬件連接、調試; (2)網絡參數設置、調試; (3)基于西門子現場總線多臺PLC的復雜網絡數據讀寫程序編寫與調試。 |
1套
|
|
|
4
|
變頻器模塊
|
西門子MM420 功率≥0.37KW 帶BOP操作面板
|
1套
|
|
|
5
|
電源模塊
|
電源總開關(帶漏電和短路保護)1個,單相電源插座2個,安全插座5個;
|
1塊
|
|
|
6
|
按鈕模塊
|
24 V/6 A一組;急停按鈕1只,轉換開關2只,蜂鳴器1只,復位按鈕黃、綠、紅各1只,自鎖按鈕黃、綠、紅各1只,24V指示燈黃、綠、紅各2只;
|
1套
|
 |
|
7
|
步進電機驅動模塊
|
由步進電機驅動器、指示燈、開關電源組成
|
1套
|
|
|
8
|
供料機構
|
主要由井式工件庫、推料氣缸、物料臺、光電傳感器、磁性開關、電磁閥、支架、機械零部件構成。
|
1套
|
 |
|
9
|
加工機構
|
主要由物料臺、物料夾緊裝置、龍門式二維運動裝置、主軸電機、刀具以及相應的傳感器、磁性開關、電磁閥、步進電機及驅動器、主軸電機、滾珠絲桿副、支架、機械零部件構成。
|
1套
|
 |
|
10
|
裝配機構
|
主要由井式供料單元、三工位旋轉工作臺、平面軸承、沖壓裝配單元、光電傳感器、電感傳感器、磁性開關、電磁閥、直流電機及驅動繼電器、支架、機械零部件構成。
|
1套
|
 |
|
11
|
分揀機構
|
主要由傳送帶、變頻器、三相交流減速電機、磁性開關、電磁閥、調壓過濾器、光電傳感器、對射傳感器、計數器、支架、機械零部件構成。
|
1套
|
 |
|
12
|
搬運機構
|
主要由直線電機驅動器、直線導軌、四自由度搬運機械手、定位開關、行程開關、支架、機械零部件構成。
|
1套
|
 |
|
13
|
接線端子模塊
|
接線端子和安全插座
|
1塊
|
 |
|
14
|
工件
|
含大小黑白工件
|
1套
|
|
|
15
|
電源線
|
單相三芯電源線
|
4根
|
|
|
16
|
實訓導線
|
強電、弱電連接導線
|
1套
|
|
|
17
|
掛線架
|
|
1件
|
|
|
18
|
PU氣管
|
Ф4/Ф6若干
|
1套
|
|
|
19
|
氣動接頭
|
氣動接頭
|
1套
|
|
|
20
|
PLC編程電纜
|
PC/PPI
|
1套
|
|
|
22
|
配套光盤
|
PLC編程軟件(DEMO版)、使用手冊、程序等
|
1套
|
|
|
23
|
配套工具
|
工具箱:十字螺絲刀、大、中、小號;一字螺絲刀,中、小號剝線鉗,尖嘴鉗,剪刀,電烙鐵,驗電筆,鑷子,活動扳手,內六角扳手(8把)
|
1套
|
|
|
24
|
型材電腦桌
|
|
1張
|
|
|
25
|
靜音氣泵
|
0.4~0.8MPa
|
1臺
|
|
|
26
|
計算機
|
品牌機(自配)
|
1臺
|
|
四、技術參數
1. 交流電源:三相五線 AC 380V±10% 50 Hz或單相三線AC220V±5% 50Hz;
2. 溫度:-10~40 ℃;環境濕度:≤90%(25℃);
3. 外形尺寸:長×寬×高=1200×800×1500 mm;
4. 整機功耗:≤1.5 kW;
5. 安全保護措施:具有接地保護、漏電保護功能,安全性符合相關的國家標準。采用高絕緣的安全型插座及帶絕緣護套的高強度安全型實驗導線。
五、設備結構
實訓裝置臺架為鋁合金導軌式,實訓考核裝置PLC模塊的I/O 端子、變頻器的接線端子、各常用模塊與PLC的連接端子,均與安全插座連接,使用帶安全插頭的導線進行電路連接;各指令開關、光電開關、傳感器和指示元件的電路,則通過端子排進行連接。插拔線連接電路與端子牌連接電路相結合,既保證學生基本技能的訓練、形成和鞏固,又保證電路連接的快速、安全和可靠。
1、鋁合金導軌式實訓臺:可以安裝送料機構、機械手、傳輸分揀機構。實訓模塊及PLC主機等可以放置在拉出式的支架上。
2、觸摸屏模塊:昆侖通態TPC7062,模塊材料要求:高強度塑料外殼、重量輕,面板是鋁塑板,圖案、文字符號采用進口油墨絲印。
3、PLC模塊及變頻器模塊:PLC西門子S7-200系列;變頻器:西門子;模塊材料要求:高強度塑料外殼、重量輕,面板是鋁塑板,圖案、文字符號采用進口油墨絲印。
4、電源模塊:電源總開關(帶漏電和短路保護)1個,單相電源插座2個,安全插座5個;
按鈕模塊:24 V/6 A、12 V/2 A各一組;急停按鈕1只,轉換開關2只,蜂鳴器1只,復位按鈕黃、綠、紅各1只,自鎖按鈕黃、綠、紅各1只,24V指示燈黃、綠、紅各2只;
5、一體化接線排:接線排殼體上兩側相對設置有一初級接線區(接線端子)和一次級接線區(安全插座);接線端子與對應的安全插座通過導電彈性件連接;接線排殼體邊緣卷折,設有固定用的螺孔,可以固定在實訓桌上。
6、井式上料機構:井式工件庫1件,物料推出機構1件,光電傳感器2只,磁性開關2只,單缸氣缸1只,單控電磁閥1只,警示燈1只,主要完成將工件庫中的工件依次推出。氣缸及附屬傳感器選用SMC或其他名牌廠家正規產品。
7、氣動機械手裝置:四自由度氣動機械手,氣缸及附屬傳感器選用SMC;整個搬運機構能完成四個自由度動作,手臂伸縮、手臂旋轉、手爪上下、手爪松緊。氣缸及附屬傳感器選用SMC或其他名牌廠家正規產品。
8、加工機構:主要由物料臺、物料夾緊裝置、龍門式二維運動裝置、主軸電機、刀具以及相應的傳感器、磁性開關、電磁閥、步進電機及驅動器、主軸電機、滾珠絲桿副、支架、機械零部件構成。
9、物件包裝機構:主要由井式供料單元、三工位旋轉工作臺、平面軸承、沖壓裝配單元、光電傳感器磁性開關、電磁閥(日本SMC)、直流減速電機、支架、機械零部件構成。
10、物料分揀裝置:傳送帶通過三相異步電動機驅動,在傳送帶端點處設計有落料口,通過光電傳感器檢測物料;傳送帶上裝有三個出料槽,對應位置有電感傳感器、光纖傳感器等,同時正對料槽位置裝有推料氣缸,共計三個氣缸。傳送帶采用可拆卸的鋁合金支架。氣缸及附屬傳感器選用SMCSMC或其他名牌廠家正規產品。
六、軟件及管理系統
1、智能制造生產線虛擬仿真系統
通過本系統軟件了解組成智能制造生產線的電氣、氣動、PLC等元件的工作原理并對機電系統的設計、分析進行虛擬仿真。通過選擇元件利用符合繪制二維回路圖或利用三維模型在系統內實現智能制造的動作而進行虛擬仿真。本系統不僅實現工廠的三維仿真使虛擬現實仿真更加逼真,而且把通過仿真驗證的控制邏輯單元可用作監視及控制模塊,使能夠實現并行工程及軟件、硬件的并行設計。
仿真基本模塊包括:
(1) 反饋控制和順序控制系統
(2) 指示燈的與門(AND)控制
(3) 物品傳送裝置
(4) 單向氣缸控制
(5) 雙缸聯動控制
(6) 帶式輸送裝置系統
(7) 滾筒式輸送裝置系統
(8) 指示燈順序閃爍回路
(9) 自動控制標記打印操作控制
(10) 電梯控制
(11) 氣壓控制移動裝置
(12) 工業機器人控制
(13) 帶式傳送帶實習裝置
(14) 氣壓傳動流水線實驗裝置
★正版軟件,投標時提供智能制造生產線虛擬仿真系統軟件著作權證書原件備查并現場演示。
2、云智能實驗室安全管理系統
本平臺將無線傳輸、信息處理等物聯網技術應用用于自動化遠程控制。設備端運行狀態、數據參數等上傳至云平臺。物聯網系統的傳感層、傳輸層和應用層關聯掌握數據與分析數據。
(1) 電壓、電流等模擬量數據顯示
(2) 輸入開關監控,輸出開關等數字量控制。
(3) 遠程控制啟停狀態,給定輸出電壓值的。
(4) 顯示輸入輸出電壓值的歷史數據
(5) 可按照日期、日間進行查詢歷史數進行查詢。
(6) 報警信號為PLC主機模擬量采集數值或者開關量可以自由設定,如當模擬量輸入超過設定電壓時產生報警,通過物聯網自動化應用軟件將報警信號上傳到云平臺,通過云平臺向設置的終端推送報警信號,每臺設備可對應多個終端設備。
(7) 通過手機端可以實現遠程控制PLC的輸出及監視PLC的輸入狀態變化。
(8) 數據顯示畫面:畫面顯示輸入電壓數值,輸出電壓監控,開關狀態輸入,開關控制輸出,以及云端連接二維碼。
(9) 聯網設置界面:設置現場數據連接云平臺后臺數據庫管理。
★為保證軟件正版,投標時提供云智能實驗室安全管理系統軟件著作權證書原件備。
★3、PLC控制編程仿真軟件(正版軟件,投標時提供PLC控制編程仿真軟件著作權證書原件備查)
提供一個本設備專用的工件裝配流程編輯軟件,通過PLC下載口與PLC進行數據傳輸,可以將工件的裝配流程進行隨意編輯,并下發給PLC。每組的三個工件盒,每個工件盒的四個工位都可以設置成需要的工件,可選編號、顏色、高度,不同位置可選相同工件。軟件配合PLC和機器人程序,實現工件裝配流程的多樣化。
4、教學課件資源
(1)小型自動化生產線的設計
課件資源具有產品的搬運、檢測和傳輸分揀功能,整個系統由送料單元、機械手搬運單元、步進電機多點定位輸送單元和傳送帶輸送分揀單元等組成。具體的項目設計要求如下:
1)本設計的要求使用通過觸摸屏與控制臺按鈕操作,控制生產線的自動運行。生產線通電以后,系統自行檢測初始狀態是否滿足運行條件,如不滿足則自行復位或手動調整,若滿足則觸摸屏顯示準備就緒;
2)在準備就緒的情況下,按下啟動按鈕,生產線開始按順序運行,供料單元開始工作,電機驅動轉盤將工件送到物料臺上;電機運行10秒后,若物料臺光電開關沒有檢測到物料,說明已沒有物料,開始報警;若檢測到物料,則一號搬運機械手開始動作;
3)物料臺有料,一號機械手臂伸出并下降夾取工件,夾取到工件后機械手上升縮回并旋轉到右側限位;然后機械手伸出下降將工件放到步進電機輸送單元的供料臺上,一號搬運機械手恢復到初始狀態,等待下一次運行;
4)當步進電機輸送單元傳感器檢測到供料臺工件后,步進電機前往高度檢測單元進行檢測;到達后通過超聲波傳感器進行高度檢測,檢測完畢后;步進電機運行到二號搬運機械手位置;
5)到達二號搬運機械手位置后;二號搬運機械手伸出、爪夾取工件,機架臺上升,旋轉到右限位,伸出手臂,機架臺下降,手爪放松,將工件放到傳送帶上,同時二號搬運機械手復位;
6)當傳送帶單元傳感器檢測到工件時,傳送帶開始工作,根據工件的顏色、材料進行分揀;分揀結束后,供料臺回到供料位置,等待下一次運行。
(2)S7-1200PLC的認知:S7-1200PLC簡介、S7-1200PLC工作原理及運行模式、S7-1200PLC特點、S7-1200PLC擴展功能、PLC應用技術人才培養;
(3)TIA博圖軟件的使用:TIA 博圖集成軟件開發平臺、TIA 博圖集成軟件簡介、入門實例;
(4)控制單元的程序設計、指令編寫、硬件選型和設計、課后思考與練習等內容。模塊至少包括:八路搶答器、三相異步電機的星三角降壓啟動、運料小車往返控制、十字路口交通燈的控制、電動機組的啟停控制、HMI控制液體混合、G120變頻器的電機控制。
(5)用戶手冊:包括與S7-1200、有關硬件、軟件和通信的手冊,數量不少于二十多種。
★課件資源提供詳細的配件實物圖片及參數功能介紹、硬件組成圖解、程序指令、程序設計、氣動原理圖、電氣原理圖、硬件組態等,圖文并茂。投標時現場演示部分內容。
七、實訓內容
1、氣動系統的安裝與調試項目:
選用該裝置配置的單出桿氣缸、單出雙桿氣缸、旋轉氣缸等氣動執行元件和單控電磁換向閥、雙控電磁換向閥和磁性開關等氣動控制元件,可完成下列氣動技術的工作任務:
項目一 氣動方向控制回路的安裝;
項目二 氣動速度控制回路的安裝;
項目三 擺動控制回路的安裝;
項目四 氣動順序控制回路的安裝;
項目五 氣動機械手裝置的安裝;
項目六 氣動系統安裝與調試;
2、電氣控制電路的安裝和PLC程序編寫項目:
選用該裝置配置的PLC模塊、變頻器模塊和指令開關、傳感器等,可完成下列PLC應用技術工作任務:
項目七 電動機正反轉控制電路的連接與控制程序編寫;
項目八 電動機調速控制電路的連接與控制程序編寫;
項目九 氣動方向控制程序編寫;
項目十 氣動順序動作控制程序編寫;
項目十一 氣動機械手控制程序編寫;
項目十二 皮帶輸送機控制程序編寫;
項目十三 機電一體化設備控制程序編寫;
項目十四 自動生產線控制程序編寫。
3、機電設備安裝與調試項目
選用該裝置配置的機電一體化設備部件、PLC模塊、變頻器模塊和指令開關、傳感器等,可完成下列機電設備安裝和機電一體化技術的工作任務:
項目十五 傳動裝置同軸度的調整;
項目十六 皮帶輸送機的安裝與調整;
項目十七 搬運機械手設備安裝與調試;
項目十八 物件分揀設備的安裝與調試;
項目十九 送料設備的安裝與調試;
項目二十 自動生產線設備安裝與調試。
4、 自動控制系統安裝與調試項目
選用該裝置配置的機電一體化設備部件、PLC模塊、變頻器模塊和指令開關、傳感器等,可完成下列機電設備安裝和機電一體化技術的工作任務:
項目二十一 多種傳感器的安裝與調試;
項目二十二 機械手的自動控制;
項目二十三 皮帶輸送機的自動控制;
項目二十四 機電一體化設備的自動控制;
項目二十五 PLC控制系統的安裝與調試;
項目二十六 自動生產線的安裝與調試。
5. PLC工業通訊網絡的安裝及調試
系統選用西門子PLC主控制器,基于本網絡通信功能,可完成下列工業現場總線通信技術訓練任務:
項目二十七PPI網絡的硬件連接、調試
項目二十八PPI網絡參數設置、調試
項目二十九基于多臺西門子s7-200PLC的復雜網絡數據讀寫程序編寫與調試
1. 交流電源:三相五線 AC 380V±10% 50 Hz或單相三線AC220V±5% 50Hz;
2. 溫度:-10~40 ℃;環境濕度:≤90%(25℃);
3. 外形尺寸:長×寬×高=1200×800×1500 mm;
4. 整機功耗:≤1.5 kW;
5. 安全保護措施:具有接地保護、漏電保護功能,安全性符合相關的國家標準。采用高絕緣的安全型插座及帶絕緣護套的高強度安全型實驗導線。
五、設備結構
實訓裝置臺架為鋁合金導軌式,實訓考核裝置PLC模塊的I/O 端子、變頻器的接線端子、各常用模塊與PLC的連接端子,均與安全插座連接,使用帶安全插頭的導線進行電路連接;各指令開關、光電開關、傳感器和指示元件的電路,則通過端子排進行連接。插拔線連接電路與端子牌連接電路相結合,既保證學生基本技能的訓練、形成和鞏固,又保證電路連接的快速、安全和可靠。
1、鋁合金導軌式實訓臺:可以安裝送料機構、機械手、傳輸分揀機構。實訓模塊及PLC主機等可以放置在拉出式的支架上。
2、觸摸屏模塊:昆侖通態TPC7062,模塊材料要求:高強度塑料外殼、重量輕,面板是鋁塑板,圖案、文字符號采用進口油墨絲印。
3、PLC模塊及變頻器模塊:PLC西門子S7-200系列;變頻器:西門子;模塊材料要求:高強度塑料外殼、重量輕,面板是鋁塑板,圖案、文字符號采用進口油墨絲印。
4、電源模塊:電源總開關(帶漏電和短路保護)1個,單相電源插座2個,安全插座5個;
按鈕模塊:24 V/6 A、12 V/2 A各一組;急停按鈕1只,轉換開關2只,蜂鳴器1只,復位按鈕黃、綠、紅各1只,自鎖按鈕黃、綠、紅各1只,24V指示燈黃、綠、紅各2只;
5、一體化接線排:接線排殼體上兩側相對設置有一初級接線區(接線端子)和一次級接線區(安全插座);接線端子與對應的安全插座通過導電彈性件連接;接線排殼體邊緣卷折,設有固定用的螺孔,可以固定在實訓桌上。
6、井式上料機構:井式工件庫1件,物料推出機構1件,光電傳感器2只,磁性開關2只,單缸氣缸1只,單控電磁閥1只,警示燈1只,主要完成將工件庫中的工件依次推出。氣缸及附屬傳感器選用SMC或其他名牌廠家正規產品。
7、氣動機械手裝置:四自由度氣動機械手,氣缸及附屬傳感器選用SMC;整個搬運機構能完成四個自由度動作,手臂伸縮、手臂旋轉、手爪上下、手爪松緊。氣缸及附屬傳感器選用SMC或其他名牌廠家正規產品。
8、加工機構:主要由物料臺、物料夾緊裝置、龍門式二維運動裝置、主軸電機、刀具以及相應的傳感器、磁性開關、電磁閥、步進電機及驅動器、主軸電機、滾珠絲桿副、支架、機械零部件構成。
9、物件包裝機構:主要由井式供料單元、三工位旋轉工作臺、平面軸承、沖壓裝配單元、光電傳感器磁性開關、電磁閥(日本SMC)、直流減速電機、支架、機械零部件構成。
10、物料分揀裝置:傳送帶通過三相異步電動機驅動,在傳送帶端點處設計有落料口,通過光電傳感器檢測物料;傳送帶上裝有三個出料槽,對應位置有電感傳感器、光纖傳感器等,同時正對料槽位置裝有推料氣缸,共計三個氣缸。傳送帶采用可拆卸的鋁合金支架。氣缸及附屬傳感器選用SMCSMC或其他名牌廠家正規產品。
六、軟件及管理系統
1、智能制造生產線虛擬仿真系統
通過本系統軟件了解組成智能制造生產線的電氣、氣動、PLC等元件的工作原理并對機電系統的設計、分析進行虛擬仿真。通過選擇元件利用符合繪制二維回路圖或利用三維模型在系統內實現智能制造的動作而進行虛擬仿真。本系統不僅實現工廠的三維仿真使虛擬現實仿真更加逼真,而且把通過仿真驗證的控制邏輯單元可用作監視及控制模塊,使能夠實現并行工程及軟件、硬件的并行設計。
仿真基本模塊包括:
(1) 反饋控制和順序控制系統
(2) 指示燈的與門(AND)控制
(3) 物品傳送裝置
(4) 單向氣缸控制
(5) 雙缸聯動控制
(6) 帶式輸送裝置系統
(7) 滾筒式輸送裝置系統
(8) 指示燈順序閃爍回路
(9) 自動控制標記打印操作控制
(10) 電梯控制
(11) 氣壓控制移動裝置
(12) 工業機器人控制
(13) 帶式傳送帶實習裝置
(14) 氣壓傳動流水線實驗裝置
★正版軟件,投標時提供智能制造生產線虛擬仿真系統軟件著作權證書原件備查并現場演示。
2、云智能實驗室安全管理系統
本平臺將無線傳輸、信息處理等物聯網技術應用用于自動化遠程控制。設備端運行狀態、數據參數等上傳至云平臺。物聯網系統的傳感層、傳輸層和應用層關聯掌握數據與分析數據。
(1) 電壓、電流等模擬量數據顯示
(2) 輸入開關監控,輸出開關等數字量控制。
(3) 遠程控制啟停狀態,給定輸出電壓值的。
(4) 顯示輸入輸出電壓值的歷史數據
(5) 可按照日期、日間進行查詢歷史數進行查詢。
(6) 報警信號為PLC主機模擬量采集數值或者開關量可以自由設定,如當模擬量輸入超過設定電壓時產生報警,通過物聯網自動化應用軟件將報警信號上傳到云平臺,通過云平臺向設置的終端推送報警信號,每臺設備可對應多個終端設備。
(7) 通過手機端可以實現遠程控制PLC的輸出及監視PLC的輸入狀態變化。
(8) 數據顯示畫面:畫面顯示輸入電壓數值,輸出電壓監控,開關狀態輸入,開關控制輸出,以及云端連接二維碼。
(9) 聯網設置界面:設置現場數據連接云平臺后臺數據庫管理。
★為保證軟件正版,投標時提供云智能實驗室安全管理系統軟件著作權證書原件備。
★3、PLC控制編程仿真軟件(正版軟件,投標時提供PLC控制編程仿真軟件著作權證書原件備查)
提供一個本設備專用的工件裝配流程編輯軟件,通過PLC下載口與PLC進行數據傳輸,可以將工件的裝配流程進行隨意編輯,并下發給PLC。每組的三個工件盒,每個工件盒的四個工位都可以設置成需要的工件,可選編號、顏色、高度,不同位置可選相同工件。軟件配合PLC和機器人程序,實現工件裝配流程的多樣化。
4、教學課件資源
(1)小型自動化生產線的設計
課件資源具有產品的搬運、檢測和傳輸分揀功能,整個系統由送料單元、機械手搬運單元、步進電機多點定位輸送單元和傳送帶輸送分揀單元等組成。具體的項目設計要求如下:
1)本設計的要求使用通過觸摸屏與控制臺按鈕操作,控制生產線的自動運行。生產線通電以后,系統自行檢測初始狀態是否滿足運行條件,如不滿足則自行復位或手動調整,若滿足則觸摸屏顯示準備就緒;
2)在準備就緒的情況下,按下啟動按鈕,生產線開始按順序運行,供料單元開始工作,電機驅動轉盤將工件送到物料臺上;電機運行10秒后,若物料臺光電開關沒有檢測到物料,說明已沒有物料,開始報警;若檢測到物料,則一號搬運機械手開始動作;
3)物料臺有料,一號機械手臂伸出并下降夾取工件,夾取到工件后機械手上升縮回并旋轉到右側限位;然后機械手伸出下降將工件放到步進電機輸送單元的供料臺上,一號搬運機械手恢復到初始狀態,等待下一次運行;
4)當步進電機輸送單元傳感器檢測到供料臺工件后,步進電機前往高度檢測單元進行檢測;到達后通過超聲波傳感器進行高度檢測,檢測完畢后;步進電機運行到二號搬運機械手位置;
5)到達二號搬運機械手位置后;二號搬運機械手伸出、爪夾取工件,機架臺上升,旋轉到右限位,伸出手臂,機架臺下降,手爪放松,將工件放到傳送帶上,同時二號搬運機械手復位;
6)當傳送帶單元傳感器檢測到工件時,傳送帶開始工作,根據工件的顏色、材料進行分揀;分揀結束后,供料臺回到供料位置,等待下一次運行。
(2)S7-1200PLC的認知:S7-1200PLC簡介、S7-1200PLC工作原理及運行模式、S7-1200PLC特點、S7-1200PLC擴展功能、PLC應用技術人才培養;
(3)TIA博圖軟件的使用:TIA 博圖集成軟件開發平臺、TIA 博圖集成軟件簡介、入門實例;
(4)控制單元的程序設計、指令編寫、硬件選型和設計、課后思考與練習等內容。模塊至少包括:八路搶答器、三相異步電機的星三角降壓啟動、運料小車往返控制、十字路口交通燈的控制、電動機組的啟停控制、HMI控制液體混合、G120變頻器的電機控制。
(5)用戶手冊:包括與S7-1200、有關硬件、軟件和通信的手冊,數量不少于二十多種。
★課件資源提供詳細的配件實物圖片及參數功能介紹、硬件組成圖解、程序指令、程序設計、氣動原理圖、電氣原理圖、硬件組態等,圖文并茂。投標時現場演示部分內容。
七、實訓內容
1、氣動系統的安裝與調試項目:
選用該裝置配置的單出桿氣缸、單出雙桿氣缸、旋轉氣缸等氣動執行元件和單控電磁換向閥、雙控電磁換向閥和磁性開關等氣動控制元件,可完成下列氣動技術的工作任務:
項目一 氣動方向控制回路的安裝;
項目二 氣動速度控制回路的安裝;
項目三 擺動控制回路的安裝;
項目四 氣動順序控制回路的安裝;
項目五 氣動機械手裝置的安裝;
項目六 氣動系統安裝與調試;
2、電氣控制電路的安裝和PLC程序編寫項目:
選用該裝置配置的PLC模塊、變頻器模塊和指令開關、傳感器等,可完成下列PLC應用技術工作任務:
項目七 電動機正反轉控制電路的連接與控制程序編寫;
項目八 電動機調速控制電路的連接與控制程序編寫;
項目九 氣動方向控制程序編寫;
項目十 氣動順序動作控制程序編寫;
項目十一 氣動機械手控制程序編寫;
項目十二 皮帶輸送機控制程序編寫;
項目十三 機電一體化設備控制程序編寫;
項目十四 自動生產線控制程序編寫。
3、機電設備安裝與調試項目
選用該裝置配置的機電一體化設備部件、PLC模塊、變頻器模塊和指令開關、傳感器等,可完成下列機電設備安裝和機電一體化技術的工作任務:
項目十五 傳動裝置同軸度的調整;
項目十六 皮帶輸送機的安裝與調整;
項目十七 搬運機械手設備安裝與調試;
項目十八 物件分揀設備的安裝與調試;
項目十九 送料設備的安裝與調試;
項目二十 自動生產線設備安裝與調試。
4、 自動控制系統安裝與調試項目
選用該裝置配置的機電一體化設備部件、PLC模塊、變頻器模塊和指令開關、傳感器等,可完成下列機電設備安裝和機電一體化技術的工作任務:
項目二十一 多種傳感器的安裝與調試;
項目二十二 機械手的自動控制;
項目二十三 皮帶輸送機的自動控制;
項目二十四 機電一體化設備的自動控制;
項目二十五 PLC控制系統的安裝與調試;
項目二十六 自動生產線的安裝與調試。
5. PLC工業通訊網絡的安裝及調試
系統選用西門子PLC主控制器,基于本網絡通信功能,可完成下列工業現場總線通信技術訓練任務:
項目二十七PPI網絡的硬件連接、調試
項目二十八PPI網絡參數設置、調試
項目二十九基于多臺西門子s7-200PLC的復雜網絡數據讀寫程序編寫與調試